 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
In the early 1960s, due to the gyroscopes used in aerospace, the drums and disks used in computers, and the polygonal prism parts used in optical scanning. Large-diameter non-circular curved mirror parts for high-power laser nuclear fusion devices, as well as stereoscopic mirrors for various complex shapes of infrared light, jne. All kinds of mirrors and multi-faceted prism parts require extremely high precision, and they are processed by grinding, hiominen, polishing and other methods. Not only the processing cost is high, but it is also difficult to meet the requirements of accuracy and surface roughness. To this end, the research and development of the use of high-precision, high-rigidity machine tools and diamond tools for cutting and milling processing methods.
Ultra-precision cutting started with SPDT technology, which is supported by air bearing spindles, pneumatic slides, korkea jäykkyys, high-precision tools, feedback control, and environmental temperature control to obtain nano-level surface roughness. Diamond cutters are mostly used, which are widely used in the processing of copper flat and aspheric optical elements, plexiglass, plastic products (such as camera plastic lenses, contact lens lenses, jne.), ceramics and composite materials.
Ultra-precision cutting and milling technology is an advanced manufacturing technology developed to meet the needs of modern high-tech. Precision CNC machining is an indispensable key technology in the development of high-tech cutting-edge products, an important symbol of a country’s manufacturing level, and one of the indispensable key technologies for equipment modernization. Precision parts have very broad application prospects in military and civilian industries.
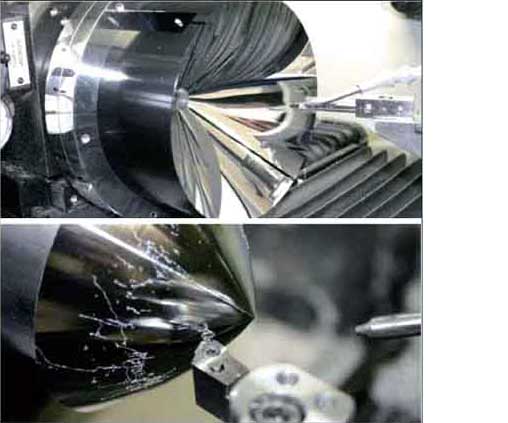
Schematic diagram of the finished optical component processed by SPDT
The parts of various shapes shown in the picture are deoxidized copper or aluminum alloy materials
Ultra-precision milling technology