 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Ennen 5-akselisen jyrsintätyökalun polun suunnittelua, CAD 3D -mallin järjestelmätarkkuus tulee asettaa mahdollisimman korkealle. Varsinkin kun mallimuunnos eri CAD-järjestelmien välillä, CATIA (*.malli) muoto ja Parasolid (*.x_t) muotoa suositellaan tiedon muuntamiseen. toiseksi, käytä IGES-muotoa tietojen muuntamiseen. Käytettäessä IGES-muotoa, järjestelmän tarkkuus ei yleensä saisi olla pienempi kuin 0,01 mm. Erityisesti suoritettaessa tarkkojen osien viisiakselista nopeaa leikkaamista, mallin tarkkuus ja työkalun interpoloinnin tarkkuus vaikuttavat merkittävästi työkalun radan tuottoon.
Numerical control processing of spatial curved surface involves a lot of content, especially when it comes to 5-axis processing. Viisiakselinen koneistus sisältää keskeisiä teknologioita, kuten ohjauspinnan työstöä, häiriöpinta, lentoradan rajoitusalue, työkalun eteneminen ja perääntyminen, ja työkaluakselin vektoriohjaus. Neliakselisen ja viisiakselisen koneistuksen perustana on ymmärtää työkalun akselin vektorin muutos. Yksi 4- ja 5-akselisen koneistuksen avainteknologioista on se, miten työkaluakselin vektori (työkaluakselin akselivektori) muutoksia avaruudessa. Työkalun akselin vektorin muutos toteutetaan kääntöpöydän tai karan heilahtelulla. Kiinteäakseliseen jyrsintään, jossa vektori ei muutu, tuotetta voidaan käsitellä 3-akselisella jyrsimällä. 5-akselisen koneistuksen avain on ohjata työkalun akselin vektorin jatkuvaa muutosta avaruudessa tai saada työkaluakselin vektori ja koneen alkuperäinen koordinaattijärjestelmä muodostamaan tietyn kulman avaruudessa, ja käytä leikkaamiseen jyrsimen sivu- tai alareunaa. Työkaluakselin vektorinmuutosohjauksessa on yleensä useita menetelmiä, kuten kuvassa on esitetty 3:

5-akselisen työkaluradan suunnittelun pääkohdat
① rivi: Työkalun akselin vektorisuunta on yhdensuuntainen kiinteän kulman kanssa, jonka muodostaa suora viiva avaruudessa;
② Kuviopinta: Pintanormaali on se, että työkaluakselin vektori osoittaa aina pinnan normaalisuuntaan;
③ Pisteestä: Pisteohjaustyökalun akselin vektori on kaukana tietystä pisteestä avaruudessa; Osoittaa: The vector of the tool axis points to a point in space;
④ Swarf Driver: The vector of the tool axis changes along the ruled direction of the space surface (the surface is ruled);
⑤ Vector continuous interpolation control of tool axis. From the point of view of the vector control mode of the above-mentioned tool axis, the cutting mode of 5-axis CNC milling can carry out reasonable tool path design planning according to the actual product processing.
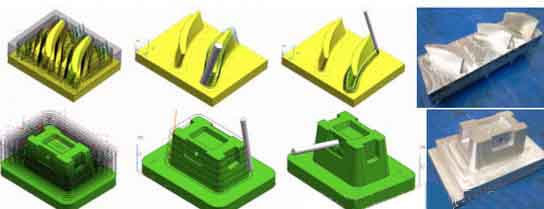
Comparison of 3-axis linkage and 5-axis linkage processing product processing
UGII / Contour Milling When three-axis high-speed contour milling, the arc transition between tool paths. High-speed milling support: The contour layered machining provided by the system is used in high-speed milling occasions. Kulmat on siirretty pyöristetyiksi kulmien välttämiseksi 90 asteen terävä kierto (nopeissa tilanteissa ohjauskisko ja moottori voivat vaurioitua helposti). Samaan aikaan, spiraalisyöttö ja vetäytyminen otetaan käyttöön, ja järjestelmä tarjoaa myös useita menetelmiä, kuten surround-äänen, tukemaan nopean koneistustyökaluradan generointistrategiaa. UGII / Muuttuvan akselin jyrsintä Vaihtuvaakselinen jyrsintämoduuli tukee kiinteäakselisia ja moniakselisia jyrsintätoimintoja. Mikä tahansa UGII-mallinnusmoduulissa generoitu geometria voidaan käsitellä ja päämallin korrelaatio voidaan ylläpitää. Tämä moduuli tarjoaa 3–5-akseliset jyrsintätoiminnot, jotka on todennettu useiden vuosien suunnittelussa, ja tarjoaa työkalun akselin ohjauksen, työkalun syöttötilan valinta ja työkaluradan luontitoiminnot. Työkaluakselin vektoriohjaustapa ja työstöstrategia.
UGII / Sekvenssijyrsintämoduuli voi toteuttaa työkaluradan luomisprosessin jokaisen vaiheen ohjauksen, tukee 2-5-akselista jyrsintäohjelmointia, ja liittyy täysin UGII-masterimalliin. Automatisoidulla tavalla, se saa absoluuttisen ohjauksen, joka on samanlainen kuin APT-suoraohjelmointi, antaa käyttäjille mahdollisuuden luoda vuorovaikutteisesti työkalupolkuja osa kerrallaan, ja ylläpitää prosessin jokaisen vaiheen hallintaa. Mukana olevan työkiertotoiminnon avulla käyttäjät voivat määrittää vain sisimmän ja uloimman työkaluradan tietyllä pinnalla, ja moduuli luo automaattisesti välivaiheet. Tämä moduuli on ainutlaatuinen UGII-moduuli, jossa on toimintoja, kuten automaattinen juurien puhdistus UGII CNC-työstömoduulissa, ja sopii vaikeaan CNC-ohjelmointiin. Kuten kuvasta näkyy 4, the tool trajectories of 3-axis linkage and 5-axis linkage machining and the actual product processing are shown respectively.