 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
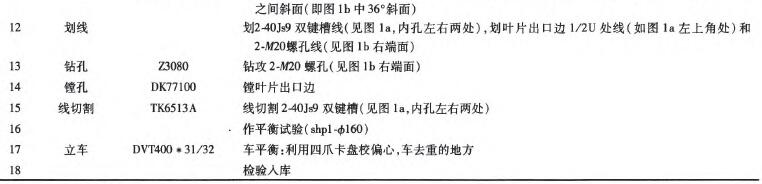
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Materiaalin mukaan, juoksupyörän rakenteelliset ominaisuudet ja tekniset vaatimukset, CNC-työstösuunnitelma analysoidaan ja tutkitaan, mukaan lukien koneistusprosessi, teknisiä vaikeuksia ja toteutettuja teknisiä toimenpiteitä. On suositeltavaa lisätä tarvittavat prosessikiinnikkeet juoksupyörän toiseen päähän, sekä suunnitella ja kehittää erityinen kiinnitysmuotti, joka täyttää juoksupyörän käsittelyn vaatimukset. Ei vain täytä kuviollisten osien CNC-työstön tarkkuus- ja muototoleranssivaatimuksia, mutta myös koneistustehokkuus paranee huomattavasti.
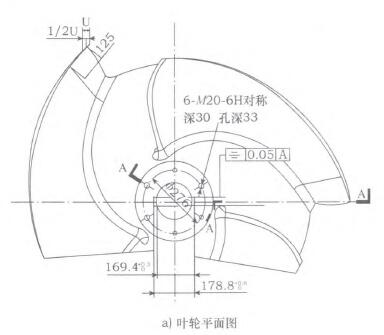
Tasokuva sekavirtauspumpun juoksupyörästä
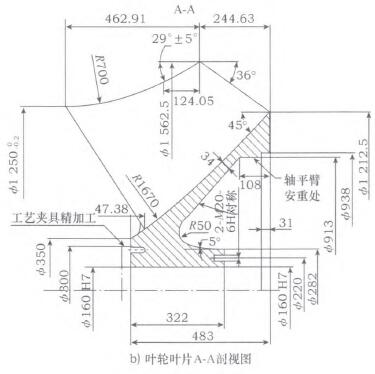
Juoksupyörän lavan osa A-A
Avainsanat: juoksupyörä; CNC-työstöprosessi; erikoistyökalut; prosessin parantaminen
esittely
Pystysuuntaisia sekavirtauspumppuja käytetään laajalti voimalaitoksissa, voimalaitokset kuljettamaan kiertävää jäähdytysvettä, meriveden suolanpoisto, kaupunkien vesihuolto ja viemäröinti sekä pumppuasemat, ja maatalouden kastelu. Sillä on ollut suuri rooli kaupungin viherryttämisessä ja ympäristönsuojelussa. Koska juoksupyörä on keskeinen osa vesipumpun pyörimistä, tekniset vaatimukset ovat suhteellisen korkeat, joten sen tarkka käsittely on suuri ongelma. Tarkka prosessointi voi vähentää veden virtauksen aiheuttamaa tärinää ja pidentää juoksupyörän käyttöiän käyttöä. Pystysuoran sekoitetun virtauspumpun poistoaukon halkaisija on suhteellisen suuri (kuten 4,1 800mm), ja koaksiaalisuus juoksupyörän ja pumpun vastaavan reiän keskilinjan välillä on erittäin tärkeä. Jos koaksiaalisuus ei täytä vaatimuksia, juoksupyörän kammio hieroa, ja juoksupyörä vaurioituu. Siksi, Juoksupyörän työstötarkkuus ja koaksiaalisuus ovat erityisen tärkeitä.
1. Juoksupyörän osien materiaalien ja prosessointitekniikan analyysi
1.1 Juoksupyörän materiaalin ja tyhjän ominaisuudet
Käsittelyobjekti on kuvassa esitetty juoksupyörä 1. Monimutkaisen rakenteensa vuoksi, Teräsvalua käytetään yleensä. Valettu tyhjä leikkauskorvaus on suhteellisen suuri, Jos tyhjä koko on 4,1 250~4,2 000 mm, korvaus (yksi puoli) on 23mm; Jos tyhjän koko on 4,800-4,1 250mm, marginaali (yksi puoli) on 21mm. Juoksupyörän materiaali on ZGOFCRl9N19, joka on austeniittista ruostumatonta terästä ja sisältää Ni-elementtiä. Ni:n sitkeys on loistava, mikä vaikuttaa leikkaustehoon, ja työkalu vaurioituu helposti tarttumalla. Austeniittista ruostumatonta terästä käsitellään myös liuoskäsittelyssä lämpötilassa 1010-1150 ℃, ja sen kovuus on yleensä välillä 360–400 HB. Yhdistetty austeniittisen ruostumattoman teräksen valun aikana syntyneeseen mustaan kuoreen, sen kovuus on korkeampi. Lisäksi, koska terän leikkaus on epäjatkuvaa, työkalun romahtaminen leikkaamisen aikana on helppoa, joten juoksupyörän työstö vaatii suhteellisen korkeita työkaluja.
Suunnittele juoksupyörän siipien NC-työstöprosessi
1.2 CNC-työstösiipipyörän prosessianalyysi
Juoksupyörän monimutkaisen muodon vuoksi, korkea kovuus, ja helppo tarttuminen veitseen jauhamisen aikana, sen käsittely on vaikeaa. Käsittelymenetelmät ovat myös monipuolisia. Heidän joukossa, DVT400: 31/32 Tyyppi pystysuora työstötyökalu on laajimmin käytetty prosessoinnissa, mutta se vaatii korkeatasoista työntekijöitä, ja erityisiä työkaluja tarvitaan kiinnittimen luotettavuuden ja leikkauksen vakauden varmistamiseksi. Yleisesti ottaen, juoksupyörän prosessoinnilla on seuraavat ongelmat.
Yleinen juoksupyörän käsittely- ja kiinnityssuunnitelma
Kuva 1 Juoksupyörän osakaavio
1) Kohdistusaika on liian pitkä. Työkappaleessa toimiva voima radiaaliseen suuntaan (osoittaen työkappaleen kierto -akselin suuntaan) Leikkauksen aikana on erittäin helppo aiheuttaa työkappaleen värähtelyn ja aiheuttaen siirtymän. Tällä hetkellä, Toinen kohdistus vaaditaan.
2) Tarkkuutta ja prosessikokoa on vaikea taata. Juoksupyörän terät ovat ulkoisia pallomaisia ja vaativat suhteellisen suurta tarkkuutta. Yhdessä itse työstötyökalun virheen vaikutuksen kanssa, Juoksupyörän koneistuksen tarkkuutta on vaikea taata.
3) Alhainen tuotantotehokkuus. Kun CNC: n koneistusvoiman terät, Apuaika ja ohjausaika ovat liian pitkiä, etenkin yksiosaisen tuotannon kannalta.
4) Jätetuotteita on helppo tuottaa. Prosessin tarkkuutta ja prosessin kokoa on vaikea taata, joka lisää romunopeutta ja tuotantokustannuksia.
2. CNC -koneistusprosessi juoksupyörän terille
2.1 Periaatteen määrittäminen
Prosessivaatimusten mukaan, Valitse ketjuton pinta karkeana referenssipintana. Se voidaan nähdä kuvassa esitetystä juoksupyörän osista 1 että muodostettu pinta, joka koostuu koosta 13 mm ja R50, on 45 ° C Terän juuren vasemmalla puolella. Kalteva pinta on keittämätön pinta ja sitä voidaan käyttää karkeana referenssipintana. Mutta koska se on ketjuton pinta, referenssipintana, Kalibrointi on erittäin tärkeää, ja kahden pinnan on oltava koaksiaalista. Jos vertailutasoa ei ole kalibroitu oikein, Se vaikuttaa dynaamisen tasapainon painottomuuteen. Jos vertailutason korjauspoikkeama on liian suuri, Dynaaminen tasapaino menettää liikaa painoa, Se vaikuttaa ehdottomasti juoksupyörän vahvuuteen, ja jopa aiheuttaa romua. Siksi, Duplicationin aiheuttamien haittavaikutusten välttämiseksi, Erityisen tärkeää on kalibroida vertailutaso ja varmistaa seinämän paksuus.
2.2 Juoksupyörän siipien CNC-työstöprosessi
Yllä olevan keskustelun mukaan, on tarpeen kiinnittää vasen yläpuoli 45 terän juuresta. Kalteva taso on kalibroitu, vaan koska juoksupyörän siiven rakenne on kolmiosainen, ja se on pyöreä kaaripinta. Jos kuvan 1a vasemmalla puolella olevia kuutta M20-reikää ei voida kiristää tiukasti, näitä kuutta reikää voidaan käyttää vain karkeaan koneistukseen ja kiinnitykseen, joten vasen veneen uloke paksunnetaan ja siihen koneistetaan kuusi M24-ruuvin reikää. Käytetään kiinnitykseen. Kun kiinnitetään veneen kiinnittimen pomolla vasemmalla, Korjaa ensin koon 13mm ja R50mm muodostuspinta ja käytä sitä referenssinä, ja sitten karkeasti leikattu 61 212.5mm ulkoympyrä ja 4 1122,5 mm leveä taso oikeassa päässä. Käytä sitten 13 mm:n ja R50 mm:n muotoista muottipintaa käänteisenä viittauksena yläosan korjaamiseen., keskimmäinen ja alempi kolme pistettä 450 rinne vasemmassa yläkulmassa (Ylä- ja alapisteet voidaan valita 30 mm:n etäisyydeltä ulkopäästä, ja keskipiste voidaan valita kaltevan tason keskipisteeksi); Lopulta, karkea sorvaus ja prosessin pohjustustason tasoitus vasemmassa päässä.
Jos tasot vasemmassa ja oikeassa päässä ovat poikkeamat valun vuoksi, molemmille puolille voidaan jättää tietty määrä leikkausvaraa, joka voi vähentää valupoikkeaman aiheuttaman liiallisen epätasapainon aiheuttamaa osien romua. Vertailuarvot juoksupyörän molemmissa päissä, seuraava jyrsintäprosessi voidaan suorittaa kuvassa esitetyn juoksupyörän siiven työstöprosessin mukaisesti (Taulukko 1).
Taulukko 1, Juoksupyörän terän koneistustekniikka
Yllä olevan analyysin mukaan, Pystysuuntaisen kääntämisen käsittelymenetelmää on parannettava prosessoinnin tarkkuuden ja massatuotannon tarpeiden tyydyttämiseksi. Esimerkiksi, parantamalla muotia, Korkea prosessointitarkkuus voidaan saavuttaa, ja käsittelylaitteet ovat yksinkertaisia, ja toiminta ja säätö ovat myös käteviä.
3. Juoksupyörän käsittelytyökalut ja sen ratkaisut
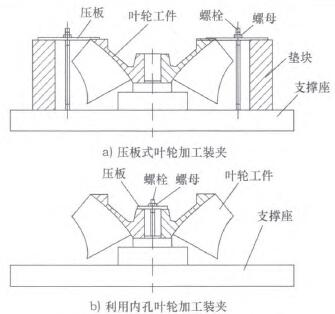
3.1 Yleinen juoksupyörän käsittely- ja puristusmenetelmä
Yleisen pystysuuntaisen sorvien prosessointitekniikan mukaan, kun karkeaa koneistamista lopulliseen viimeistelyyn, Länsi 122,5 mm: n ulkopiiri, Oikea pää kasvot ja oikea pää QB282 mm: ssä, 938 mm: n pysähtyminen, Tarve muuttaa painilevyä. Viikuna esitetty puristuslevyn tyyppinen juoksupyörän koneistusmenetelmä. 2a ja sisemmän reiän siipipyörän työstökiinnitysmenetelmä, joka on esitetty kuvassa. 2b hyväksytään vastaavasti. Painelevyn vaihtoprosessissa, pitkän ajan ja epävakauden vuoksi, osien tarkkuus heikkeni eikä piirustusvaatimuksia voitu täyttää. Myös, kun käytät sisäreikää kiinnitykseen, koska +160H7 sisäreiän L pinta on liian pieni, kosketuspinta on pieni, ja stabiilisuus puristuksen aikana on suhteellisen huono. Leikkausvoima käsiteltäessä läntistä 1212,5 mm:n ulkoympyrää ja sen oikeaa päätypintaa on suhteellisen suuri, ja materiaali on austeniittista ruostumatonta terästä, mikä myös lisää leikkausvaikeutta. Huolimaton leikkaus saa veitsen kääntymään. Kevyempi osa romutetaan, ja vakavampi aiheuttaa uhreja. Työn tuottavuuden parantamiseksi, varmistaa käsittelyn laadun, ja vähentää työvoiman intensiteettiä, juoksupyörän käsittelyä ja kiinnitysmenetelmää on parannettava.
3.2 Parannettu suunnitelma juoksupyörän käsittelyyn ja kiinnitykseen
Juoksupyörän työstöteknologian ja sen muottityökalujen parantamisen on aloitettava karkeasta vertailulaadunvarmistuksesta. Kuten luvussa on kuvattu 2 tästä artikkelista, aloita juoksupyörän ulkoseinän koneistamattomasta pinnasta ja korjaa vasen yläpuoli 45. Yläosa, kaltevan tason kolme keskipistettä ja alapistettä (Kaksi ylä- ja alapistettä voidaan valita 30 mm:n etäisyydeltä ulkopäästä, ja keskipiste voidaan valita kaltevan tason keskipisteeksi). Ulompi rengas ja taso valettu karkeasorvauksen vasempaan päätypintaan ja molempiin päihin, käänteinen korjaus mustasukkaisuus 13mm ja R50mm muodostava pinta vertailupinnana. Jos sisäseinän ja juoksupyörän ulkoseinän välillä on poikkeama, Tietty leikkauskorvaus voidaan jättää molemmille seinille, niin että valun aiheuttama seinämän paksuusvirhe voidaan vähentää.
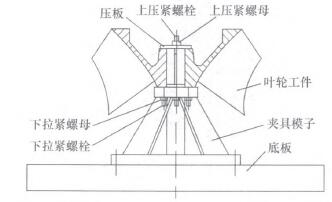
Kaltelun sijainti- ja puristaminen juoksupyörän tila
Kuva 2. Yleinen kiinnityssuunnitelma levyjen juoksupyörän prosessoinnin puristamiseksi
Esimerkiksi, Kun käännät QB282mm: n oikean pääpinnan, Oikea pääpinta 122,5 mm ja ulkopiiri, Voit ensin piirtää 6-M20-6H-reikään viivan kuvassa 1a esitettävään osaan, ja poraa sitten 6-M20-6h-reikä. Sitten pystysuoran kääntymisen aikana, Käytä 6-M20-kierteillä olevaa reikää l paina sitä kuvassa näkyvään juoksupyörän kääntämiseen 3, Kääntäminen QB282 mm: n ulkopinta. Kääntäminen L 212.5Ram oikean pääpinnan ja sen ulkopinnan pinta. Kuva 4 näyttää puristusmuotin sijainnin ja juoksupyörän puristustilan. Puumuottityökalut sopivat juoksupyörän rungon eräkäsittelyyn, mikä tekee juoksupyörän rungon kiinnityksestä luotettavan, kätevä ja nopea. Tällainen juoksupyörän rungon käsittelytekniikka ja -menetelmä voivat helposti saada käsittelyn tarkkuuden ja muodon ja sijainnin toleranssin täyttämään kuvion vaatimukset, ja tehdä juoksupyörän rungon käsittelystä järkevämpää Hd 0|.
3.3 Juoksupyörän työstökiinnitysmuotti ja sen sijoitusohjeet
Juoksupyörän kääntötelineen muottirakenne on esitetty kuvassa 3. Aseta osa tkl60 L:llä, aseta osa muottiin, kiristä alapää mutterilla, tuo on, käytä kuvan mukaista kiinnitysmuottia 4 sopimaan 6 kierrereiät osan vasemmassa päässä. Ensimmäinen, kiristä kuusi M20 kaksipäistä nastaa, joiden pituus on noin 120 mm, ja kiinnitä sitten painelevy M30-nastoilla muotin keskelle ja osan keskelle. Vertailuasento omaksuu kosketusosan kuvassa 1a esitetyn juoksupyörän rungon vasemman päätypinnan ja puristimen tason välillä., joka vastaa 3 tukipisteiden rajoittaminen 3 vapausasteita;
Yhteys 6160 juoksupyörän rungon vasemman pään sisäreikäpinta ja kiinnittimen kannan sivupinta vastaa kahta tukipistettä, jotka rajoittavat kahta vapausastetta, ja viimeisen vapausasteen takaa painelevy.
Kuva 3, juoksupyörän kääntötelinemuotin rakenne
4. Johtopäätös
Juoksupyörä on käsitelty väärän vertailutason olosuhteissa, joka vaikuttaa vakavasti juoksupyörän tasapainoon, saa juoksupyörän ja laakerin tärisemään, ja vahingoittaa juoksupyörän kammiota ja muita osia. Jos vesipumppu ei toimi, se vaarantaa vakavasti voimalaitoksen käyttöturvallisuuden, ja jopa aiheuttaa suuria onnettomuuksia. Parannettujen kiinnitysmuottien ja muiden toimintojen avulla, koneistustarkkuus ja muototoleranssit täyttävät täysin kuvion suunnitteluvaatimukset, ja koneistustehokkuus kasvaa noin 40%. Kiinnitysmuotin sijoitusmenetelmä on kohtuullinen, kiinnitys on luotettava, kätevä ja nopea, ja juoksupyörän käsittelylaatu pysyy vakaana. Se täyttää erävalmistuksen, parantaa työn tuottavuutta, vähentää tuotantokustannuksia, parantaa taloudellista tehokkuutta, ja lisää tuotteiden kilpailukykyä markkinoilla.