 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
El sistema de fresado de alta velocidad es un sistema dinámico complejo, que es propenso a vibraciones al mecanizar piezas delgadas. El aleteo es una vibración relativa muy fuerte entre la herramienta y la pieza de trabajo durante el proceso de fresado.. Este tipo de vibración destruirá la posición relativa correcta de la herramienta y la pieza de trabajo., y reducir la calidad del procesamiento de la superficie y la eficiencia del fresado. Por mucho tiempo, La vibración del corte ha sido un tema de investigación importante en la industria de fabricación de maquinaria y en el procesamiento de fresado.. La investigación sobre cómo cortar la charla implica una amplia gama de contenidos. en este papel, cierta investigación sobre el modelo de aleteo, incluyendo el modelo matemático no lineal y las condiciones de estabilidad.; Sobre esta base, El software MATLAB/SIMULINK se utiliza para realizar un determinado estudio de simulación sobre la generación y control de la vibración., incluyendo la estrategia de ajuste de los parámetros de fresado (eje de velocidad, alimentar, ángulo de la herramienta, etc.).
Hay movimiento relativo entre la herramienta y la pieza de trabajo., y el exceso de material de la pieza de trabajo se elimina por la acción del filo y la cara del cuchillo.
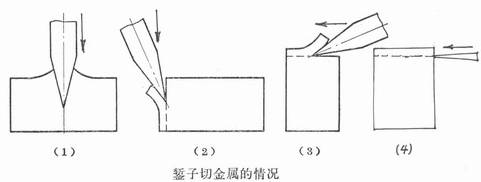
Tolerancia sobre la pieza fresada
Cifra 1, el margen del cincel fresado en la pieza de trabajo
Como se muestra en la figura 1, el filo de fresado desempeña la función de “cortar” y “fresar”, y la cara del cortador juega el papel de "empujar".
“Cortar”-la pieza de trabajo no tiene ningún componente de movimiento en relación con el filo.
“molienda”-la pieza de trabajo tiene un componente de movimiento en relación con el filo.
“estrujar”-principalmente el apretón de la cara del rastrillo, pero también una cierta cantidad de compresión en la cara del flanco.
El margen de eliminación de la pieza es el resultado del efecto combinado de los tres anteriores.. Debido a la alta resistencia del material a cortar., el cuchillo tiene un gran ángulo de cuña y no puede ser muy fino. El “empujar” función consume una gran parte de energía;
Y “corte” y “molienda” Juega un papel importante en la separación del material cortado y la formación de la superficie mecanizada..
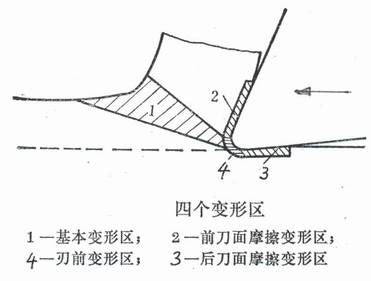
Cuatro zonas de deformación durante el fresado
Cifra 2. Cuatro zonas de deformación de la pieza.
Como se muestra en la figura 2, 1 es la zona de deformación básica de la pieza;
2 es la zona de deformación por fricción de la cara de inclinación;
3 es la zona de deformación por fricción de la superficie del flanco;
4 es la zona de deformación frontal. Zona 1 y zona 2 consume la mayor parte de la energía, mientras zona 3 y zona 4 Juega un papel importante en la formación de la superficie procesada..
Si el filo es muy afilado, zona 4 es muy pequeño;
Si el ángulo libre de la herramienta es grande, zona 3 también es pequeño.
Zona 1 es la principal zona de deformación. Si la velocidad de corte es alta, zona 1 Se vuelve muy estrecho y casi se convierte en una superficie. (una línea como se muestra en la figura 4), que se llama superficie de corte. El ángulo entre la dirección de la superficie de corte y el aspecto de la velocidad de corte es el ángulo de ataque Φ.
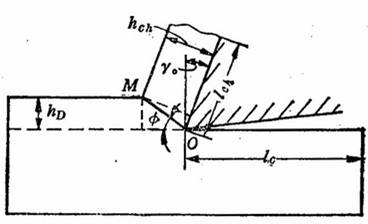
Superficie de corte y coeficiente de deformación durante el fresado.
Cifra 3. Superficie de corte y coeficiente de deformación.
El valor aproximado del ángulo de corte φ se puede calcular mediante la siguiente fórmula:
METRO. mi. Fórmula mercantil
Φ=π/4-β/2+γo/2
Lee y Shaffer (Lee y Shaffer) fórmula
Φ=π/4-β+γo
en la formula, β es el ángulo de fricción entre la cara del rastrillo y la viruta, y γo es el ángulo de inclinación.
Cuando la velocidad de fresado aumenta mucho, el material a cortar no tendrá tiempo de deformarse por completo, el ángulo de corte Φ aumenta, la cantidad de deformación disminuye, y la fuerza de fresado también disminuye. Después de aumentar la velocidad de fresado, Se reduce el coeficiente de fricción entre las caras frontal y lateral y la viruta y la pieza de trabajo., lo que también favorece la reducción de la fuerza de fresado.
Existe una forma sencilla de medir la deformación del material., eso es, para calcular el “coeficiente de deformación” a través de la medición. Fue llamado “factor de contracción” en el pasado, y los dos son lo mismo.
Como se muestra en la figura 3, la longitud original de la capa fresada es lc, y la longitud después de formar las virutas es lch, entonces el coeficiente de deformación Λh=lc/ lch
En el proceso de fresado, el material de la capa cortada se convierte en astillas, que sufre deslizamiento por corte. Según los principios de la mecánica de materiales., Es más científico medir el grado de deformación de un material por la cantidad de deformación cortante.. Existe una cierta relación entre la deformación cortante ε y el coeficiente de deformación.. Después del cálculo,
E=ΔS/Δy=cosγ0/[pecadoφ?porque(f-c0)]
=ctgφ+tg(f-c0)
=(Λh2-2Λh?pecadoγ0+1)/(Λh?cosγ0)
en la formula, γo es el ángulo de ataque de la herramienta.
Λh y ε aumentan, significa que la deformación del material es grande;
viceversa.
Obviamente, durante el fresado a alta velocidad, tanto Λh como ε disminuyen, y la fuerza de fresado disminuye.
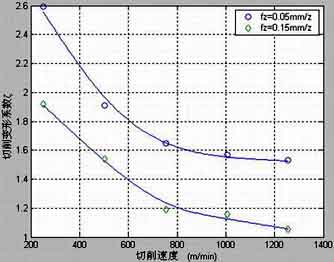
Realizar pruebas de coeficiente de deformación de fresado a alta velocidad de 45 aleación de acero y aluminio 5A02. Suponer: La herramienta es una fresa de carburo cementado con φ20 mm., Corte ap=0,5~1 mm, La cantidad de alimentación es fz=0,05~0,15 mm/z, Velocidad de corte v=251~1256m/min. Los resultados de la prueba se muestran en la Figura 5 y figura 6.
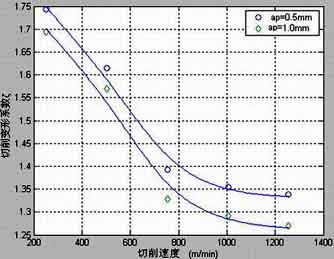
Coeficiente de deformación de 45 acero durante el fresado a alta velocidad
Cifra 4 Coeficiente de deformación del corte a alta velocidad. 45 acero
Coeficiente de deformación de la aleación de aluminio 5A02 durante el fresado a alta velocidad.
Cifra 5 Coeficiente de deformación de la aleación de aluminio de corte a alta velocidad 5A02
Se puede ver en la figura que cuando aumenta la velocidad de corte, el coeficiente de deformación disminuye significativamente.