 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
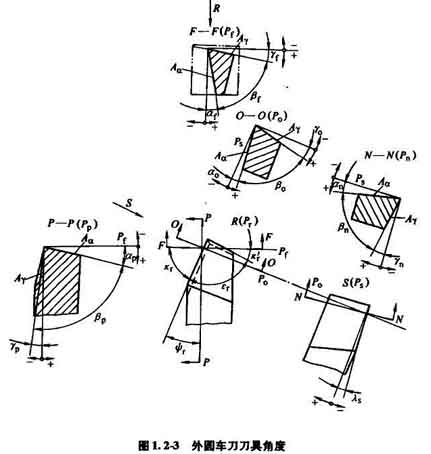
Establezca los parámetros geométricos de herramientas de torneado y fresado de titanio para mejorar la calidad del producto de piezas de aleación de titanio.. Los productos se entregan rápidamente y a tiempo..
(1) El ángulo de ataque de la herramienta γ0: La longitud de contacto entre las virutas de aleación de titanio y la cara de inclinación es corta. Cuando el ángulo de ataque es pequeño, el área de contacto del chip se puede aumentar, para que el calor y la fuerza de corte no se concentren excesivamente cerca del filo. Mejorar las condiciones de disipación de calor., y puede fortalecer el filo y reducir la posibilidad de astillado. El torneado de titanio generalmente requiere γ0=5°~15°.
(2) El ángulo libre α0 de la herramienta: La superficie procesada de aleación de titanio tiene una gran recuperación elástica y un serio endurecimiento en frío.. El uso de un ángulo de alivio grande puede reducir la fricción., adhesión, adhesión, desgarros y otros fenómenos causados en la superficie del flanco, para reducir el desgaste de la superficie del flanco. El ángulo de alivio de varias herramientas de corte de aleación de titanio es básicamente mayor o igual a 15°..
(3) El ángulo de desviación principal κr y el ángulo de desviación secundario κ´r de la herramienta de fresado: Al fresar aleaciones de titanio., la temperatura de corte es alta y la deformación elástica tiende a ser grande. Cuando la rigidez del sistema de proceso lo permite, El ángulo de posición debe reducirse tanto como sea posible para aumentar el área de disipación de calor de la parte cortante y reducir la carga por unidad de longitud del filo.. Generalmente, Se utiliza κr=30°, y κr=45° para mecanizado en desbaste. Reducir el ángulo de desviación secundaria puede fortalecer la punta de la herramienta, Lo cual es beneficioso para la disipación de calor y reduce el valor de rugosidad de la superficie mecanizada.. Generalmente tome κ´r =10°~15°.
(4) El ángulo de inclinación de la hoja de la herramienta λs: Debido a la superficie rugosa y a la estructura superficial desigual de la pieza en bruto, El filo es propenso a astillarse durante el torneado en bruto.. Para aumentar la resistencia y el filo del filo., se debe aumentar la velocidad de deslizamiento del chip. Generalmente, λs = -3°~-5° se utiliza para torneado en desbaste, y λs = O° para torneado fino.
(5) El radio del arco de punta de la herramienta rε: Al girar aleación de titanio., la punta de la herramienta es la parte más débil, que es fácil de astillar y usar, por lo que es necesario pulir el arco de la punta de la herramienta. Generalmente rε=0,5~1,5 mm.
Chaflanado negativo (bγ=0,03~0,05 mm, γ01=-10°~0°) se utiliza durante el giro, y el radio del arco de la parte inferior de la ranura de viruta es Rn=6~8 mm.
Además, La calidad del afilado de la herramienta también es muy importante para mejorar su durabilidad.. Las herramientas de corte de carburo deben afilarse con muelas de diamante.. El filo debe estar afilado al cortar., El valor Ra de rugosidad de la superficie de las caras de corte delantera y trasera debe ser inferior a 0,4 um., Y no se permite que el filo tenga pequeños espacios.. Después de afilar y rectificar la herramienta, su durabilidad puede aumentarse 30%.
Diseño de ángulo de corte para torneado y fresado de titanio.