 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Con el aumento del complejo diseño de superficies de piezas en la industria moderna, 5-El mecanizado de ejes representará una proporción cada vez mayor del mecanizado CNC.. Como el mecanizado CNC de 5 ejes añade dos grados de libertad de rotación, Aumenta la dificultad del cálculo de simulación de movimiento de mecanizado CNC y la verificación de interferencia de herramientas., especialmente al mecanizar piezas con formas extremadamente complejas. Por lo tanto, para garantizar que la máquina herramienta CNC de cinco ejes realice un procesamiento de fresado de alta eficiencia y alta calidad, El desarrollo de software de generación de trayectorias de herramientas de mecanizado de cinco ejes y control de interferencias se convertirá en un tema importante para los investigadores..
propuso un método de proyección de características adecuado para el procesamiento de interferencias de herramientas de mecanizado CNC de cinco ejes, que consiste en discretizar la superficie mecanizada en una serie de puntos característicos de la superficie. Si se produce interferencia de la herramienta se puede juzgar si el punto característico ingresa al interior de la superficie de la herramienta.. Al mismo tiempo, la superficie curva mecanizada y la superficie de la herramienta se proyectan en un plano específico, y sólo los puntos de detección de características en el área de la superficie curva, incluidos los gráficos de proyección de la herramienta, están sujetos a inspección de interferencias., lo que mejora la eficiencia de la detección de interferencias.
1. Método de verificación de interferencias
Sistema de coordenadas y transformación de coordenadas.
Establecimiento de un sistema de coordenadas de 5 ejes.
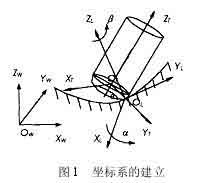
Como se muestra en la figura 1, el sistema de coordenadas local L para el mecanizado NC de una cortadora circular de cinco ejes se representa como el eje XL, Eje YL y eje ZL. El eje YL siempre apunta a la dirección de corte f del contacto de la herramienta. (Punto CC para abreviar) OL, y el eje ZL apunta a la dirección normal fuera de la superficie n. El eje XL está determinado por la regla de la mano derecha del eje YL y el eje ZL.. La herramienta generalmente gira alrededor del eje XL desde el eje ZL hasta el eje YL mediante un ángulo de avance. (ángulo del talón) a, y gira alrededor del eje ZL uno por uno ángulo de deslizamiento b. Además, el sistema de coordenadas de la herramienta T (xt, YouTube, ZT) También se puede definir en el punto de ubicación de la herramienta. (CL point for short) OT. Wherein YT axis pointing point and CC-dot chain line CL direction, ZT axis direction of tool axis vector, XT axis direction is determined by the right hand rule and YT ZT axis of the shaft. The coordinate origin is at the tool center point (ie CL point) OT. In order to simplify the interference check, the tool surface with a relatively regular shape is used as the reference for interference check. The processed surface is discretized to express the surface shape in the form of a set of characteristic points. The original data of these feature points are expressed in the world coordinate system W, so the feature point data must first be transformed from the world coordinate system W (OW-XW, YW, ZW) to the local coordinate system L (OL-XL, YL, ZL) ). It is then transformed from the local coordinate system L to the tool coordinate system T (OT-XT, YouTube, ZT).
Interference inspection method for 5-axis ring cutter machining
Método de verificación de interferencias
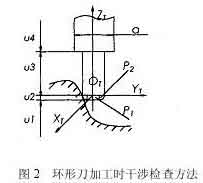
If the tool and power head have been selected, the size of the tool system (tool and power head) is known. Whether the tool system interferes with the machined surface can be determined by judging whether the feature point P enters the tool surface. Como se muestra en la figura 2, it is the positional relationship between the tool system and the machined surface when the ring knife is processed. In the tool coordinate system, let the coordinate of the characteristic point P be PI (Xpt, Ypt, Zpt). According to the different combination parts of the tool system, the coordinate value Zpt of the characteristic point P is divided into 4 sections for judgment. Details are as follows:
Cuando el punto característico P está dentro del rango de u1, no se producirá ninguna interferencia.
Cuando el punto característico P está en el rango de u2, hay dos situaciones, el toro se divide en dos partes: la pequeña parte cilíndrica P1 y la parte circular P2. Cuando el punto característico está involucrado en la parte cilíndrica P1, se produce interferencia de la herramienta, eso es,
donde R representa el radio de la herramienta, y R1 representa el radio del anillo de la herramienta circular..
Cuando el punto característico está involucrado en la parte del anillo P2, También se produce interferencia con la herramienta., que esta satisfecho

5 Fórmula de cálculo de interferencia de herramienta de fresado de eje
en el estilo
5-fórmula de cálculo de interferencia de mecanizado de ejes
Si el punto característico P no ingresa a las partes P1 y P2, no se producirá ninguna interferencia con la herramienta.
Cuando el punto característico P está dentro del rango de u3, cuando la distancia entre el punto característico P y el eje ZT es menor que el radio de la herramienta, se produce interferencia de la herramienta, que esta satisfecho
De lo contrario, no se producirá ninguna interferencia con la herramienta.
Cuando el punto característico P está en el rango de u4, la situación es la misma que la de 3, siempre que el radio de la herramienta R en la ecuación (3) se reemplaza por el radio del cabezal de potencia d/2 para hacer el juicio.
Los puntos característicos de la superficie curva que interfieren con el sistema de herramientas se denominan puntos de interferencia.. Detecta todos los puntos de interferencia según el método anterior., y calcular la cantidad de interferencia en la dirección radial de cada punto de interferencia, y luego utilizar un método apropiado para eliminar la interferencia.
Método de proyección de características para inspección de interferencias
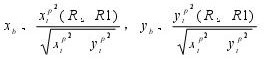
Project the tool system and the feature points of the curved surface onto a two-dimensional plane (projection plane), and divide the machined surface into a series of squares by taking a reasonable distance on the two-dimensional projection plane. Como se muestra en la figura 3, when the square is completely covered by the contour of the projected tool system, it is recorded as a complete square. The surface feature points in this area may interfere with the tool system;
When the square is not intersected by the contour of the projected tool system at all, it is recorded as a non-square and it is impossible to interfere with the tool system;
When the square part is covered by the contour of the projected tool system, it is recorded as a partial square. Para reducir aún más la cantidad de inspección de puntos característicos, Se realiza un proceso de segmentación de quadtree en parte de los cuadrados., los no cuadrados se eliminan, y los puntos característicos que pueden interferir entre sí se reeditan en el orden de las regiones, y luego se realizan la transformación de coordenadas y la inspección de interferencias..
Método de división neta para reducir el área de detección de interferencias en el mecanizado NC
2. Método de eliminación de interferencias:
Eje de herramienta giratorio
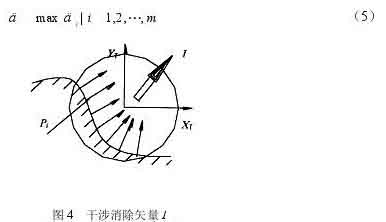
En un punto de ubicación de herramientas, Hay m puntos característicos de la superficie que interfieren con el sistema de herramientas.. Consideración integral de la situación de interferencia de m puntos de interferencia, Se puede encontrar una dirección óptima para eliminar la interferencia para eliminar la interferencia de la herramienta de manera más efectiva.. Por esta razón, un nuevo concepto de “interference cancellation plane” is introduced. Project the surface normal vectors at m interference points onto the XTYT plane of the tool coordinate system T. Suppose the projection of the surface normal vector at the interference point on the XTYT plane is nxyi (i=1, 2, …, metro), and the interference component of the interference point on the XTYT plane is Dt (i=1, 2, …, metro) . Como se muestra en la figura 4, the interference cancellation vector I can be obtained by

Interference detection method of rotating tool axis
After the interference cancellation vector I (Sx, Sy, Sz) is calculated from the formula (4), the interference cancellation vector I and the ZT axis form the interference cancellation plane. Let the cross product vector of the axis ZT and the elimination vector I be K. On a plane parallel to the “interference elimination plane”, el ángulo de eliminación de interferencia d que calcula cuánto está inclinada la herramienta alrededor del eje K. Puedo simplemente eliminar la interferencia de la herramienta. Como se muestra en la figura 5. Suponiendo que el punto de interferencia Pi (i=1, 2,…, metro) está excluido de la superficie del sistema de herramientas., el ángulo mínimo requerido es di (i=1, 2,…, metro). Entonces el ángulo de cancelación de interferencia d es el valor máximo de todos los ángulos di
Método del vector de cancelación de interferencias
Para excluir el punto de interferencia Pi del sistema de herramientas, el punto de interferencia Pi es fijo, y el sistema de herramientas gira alrededor del eje K en la dirección I. Es equivalente al ángulo de rotación di del punto de interferencia Pi con respecto al sistema de herramientas y al sistema de coordenadas de la herramienta en el plano del plano paralelo de eliminación de interferencias IOTZT.. Tome el cuchillo anular como ejemplo para analizar..
Como se muestra en la figura 5, el eje de rotación del sistema de herramienta pasa por el punto central O1 del arco de intersección del plano de eliminación IOTZT y la superficie toroidal de la herramienta, y es paralelo al vector K, pasa el punto de interferencia Pi, y es paralelo al plano de eliminación IOTZT. Como plano de sección, la línea de intersección entre el plano de sección y el toroide de la herramienta es una curva cuártica, y la línea de intersección con la superficie cilíndrica son dos líneas rectas. Hay dos situaciones en las que el eje de la cuchilla anular gira.. Cuando el punto de interferencia Pi cae dentro del cilindro de cuchilla circular, el ángulo de rotación di es ∠PiOPi’ (Figura 5a), y la fórmula de cálculo es
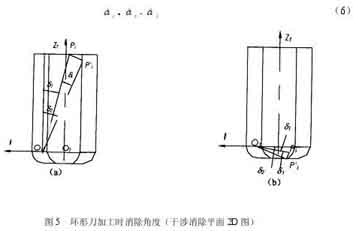
Eliminate interference angle during ring cutter processing
and the angle d1 is calculated as follows
At that time, the point Pi intersects the cylindrical surface section line during the rotation, and the calculation formula for d2 is
When the point Pi does not intersect the cylindrical section line during the rotation, the point Pi’ may intersect the quartic curve of the circular section or the section line of the bottom plane of the tool. The calculation of the angle d2 is more complicated when it intersects the quartic curve of the circular section. In order to simplify the calculation, the rotation angle is treated conservatively. En este momento, the calculated angle d2 is larger than the actual angle, but it has no effect on the tool interference processing. Todos los puntos de procesamiento conservadores Pi’ se giran para intersectar el plano inferior de la herramienta., y el ángulo d2 es igual a
Como se muestra en la figura 5(b), cuando el punto de interferencia Pi cae dentro del anillo de cuchilla circular, el ángulo de rotación también se trata de forma conservadora. Todos los puntos Pi’ se giran para intersectar el plano inferior de la herramienta., el ángulo de rotación di es ∠PiOPi’, y la fórmula de cálculo es la misma que la ecuación (6), donde los ángulos d1 y d2 se calculan de la siguiente manera
Al levantar el cuchillo, el punto de interferencia cruza la superficie del arco del filo del cuchillo
Cuando el denominador en la fórmula (11) es menor que el numerador, the point Pi’ no puede cruzar el plano inferior de la herramienta durante la rotación. En este momento, La interferencia no se puede eliminar girando el eje de la herramienta., pero la posibilidad de esta situación es extremadamente pequeña.
The same principle can handle the interference points in the cylinder of the power head.
Although the tool system can eliminate the interference points by rotating the d angle to the I direction, the tool system may interfere with other surface feature points during the rotation. Por lo tanto, after the tool system is rotated, a new tool axis vector must be calculated and a new tool coordinate system must be re-established. Then check the interference with the curved surface. When the interference phenomenon cannot be eliminated by rotating the tool axis, the tool lifting method along the tool axis is used to eliminate it.
knife lift method
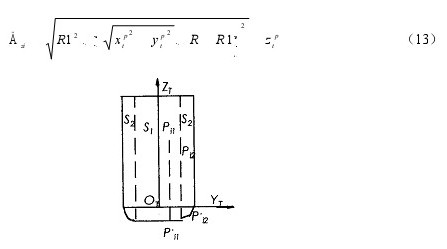
When using the method of lifting the tool along the tool axis to eliminate interference, the amount of tool lifting along the ZT direction should be calculated. For m interference points Pi (i=1, 2, …, metro). Calculate the tool lift amount Dzi (i=1, 2,…, metro) excluded from each interference point, and also take the largest amount as the tool lift amount Dz.
Como se muestra en la figura 6. When using a ring knife for CNC machining, there are two ways to calculate the amount of tool lift. When the interference point Pi falls into the tool cylinder S1 with a radius of (R-R1), the tool lifts up, and the interference point finally intersects the bottom plane of the tool. The lifting amount is calculated as
When the interference point Pi falls within the ring body S2 with a radius difference of R1, the interference point intersects with the arc surface of the blade when the tool is lifted, and the lift amount is:
(1) Determine the CC point of the curved surface, the normal vector n and the tool passing vector f, calculate the CL point of the tool, establish the corresponding coordinate system, and calculate the initial tool axis vector Ti (i=1, 2, …, n);
(2) For a tool location point, select a specific plane, and project the tool system and the machining surface onto the plane;
(3) The processing surface is divided into a network on the projection plane to obtain a series of square regions. Use the tag Tag to indicate the nature of the square. When Tag=1, it is a complete square and accept; When Tag=2, it is non-square and discarded; When Tag=3, it is a partial square, and a quadtree division is required to discard non-squares;
(4) Arrange the surface feature points in the complete square and part of the square area obtained after segmentation in the order of the area, reprogram them into a detection file, y realizar la transformación de coordenadas de estos puntos característicos Pi desde el sistema de coordenadas mundial W al sistema de coordenadas de herramienta T;
(5) En el sistema de coordenadas de herramienta T, dividir el valor de las coordenadas del punto característico Pi (xipp, sí, cremallera) en segmentos para determinar si el punto cae dentro de la superficie del sistema de herramientas. si cae, se produce interferencia, Vaya al siguiente paso; Si no se produce ninguna interferencia, ir a 10;
(6) Necesidad de levantar el cuchillo para eliminar interferencias., doblar 9; En otros casos, Utilice el método del eje de la herramienta giratoria para eliminar la interferencia., Vaya al siguiente paso;
(7) Determine el plano de eliminación de interferencias y calcule el ángulo de rotación di para eliminar la interferencia.;
(8) Calcular el nuevo vector del eje de la herramienta Ti’, determinar la nueva coordenada de herramienta T’, repetir los pasos 4 y 5 para determinar si el método del eje de la herramienta giratoria puede eliminar la interferencia. Si se puede eliminar, ir a 10; Si no se puede eliminar, pasar al siguiente paso;
(9) La cantidad de elevación de la herramienta Dzi en la dirección del eje de la herramienta., Utilice el método de elevación de herramientas para eliminar la interferencia., y registre el número de serie del punto de ubicación de la herramienta para un procesamiento complementario después de mover la herramienta;
(10) Juzgue si es el último punto de ubicación de la herramienta, si no es, luego tome un punto de ubicación de herramienta y transfiéralo a 2;
Envíe el resultado de la prueba y finalice.
3. Implementación de algoritmo

Diseño de mecanizado CNC de 5 ejes de superficies curvas complejas.
Mecanizado CNC de cinco ejes de superficies curvas complejas
Se propone el método de procesamiento de interferencia para la situación del mecanizado CNC de fresado final de cinco ejes.. And from the interference processing method and reducing the detection area, two aspects to simplify the interference processing process. It is proposed that the surface of the tool system is used as the detection standard, and the machined surface is discretized into a set of surface feature points. The problem of tool interference checking in such a complex three-dimensional space is simplified to a simple plane calculation problem. Al mismo tiempo, in order to eliminate tool interference more effectively, an interference elimination plane is determined according to the interference situation. Además, by projecting the tool system and the feature points of the curved surface onto a specific plane and dividing the projection plane into a network to delete some irrelevant detection areas, el tiempo de cálculo se puede acortar considerablemente. Este método se puede utilizar para el cortador de cabeza esférica., interferencia de mordida de corte e interferencia de colisión en las cuchillas cortadoras anulares planas y procesadas, el algoritmo es estable, fácil de implementar.