 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Hoy en día, Los moldes para automóviles tienen requisitos cada vez más altos en cuanto a la calidad de la superficie del molde y la velocidad de corte.. El mejor estado de fresado se puede lograr cuando se utiliza el sistema CNC de cinco ejes para procesar un plano con curvas tridimensionales.. El ángulo de ajuste del eje de la herramienta se puede cambiar en cualquier posición en el área de mecanizado de la máquina herramienta para procesar diferentes formas geométricas..

3-Centro de mecanizado de ejes para el procesamiento de moldes de cavidades profundas.
3 Centro de mecanizado de ejes para procesamiento de moldes de cavidad profunda.
El diseño de autopartes se completa principalmente mediante el sistema CAD., Ingeniería inversa y pruebas varias.. El programa de mecanizado de la compleja superficie del molde proviene del software CAM, pero cómo garantizar la precisión del diseño y el mecanizado depende del mecanizado CNC. A continuación se analiza la relación entre la aplicación del sistema CNC de cinco ejes y la calidad del molde en el procesamiento de moldes..
5-El centro de mecanizado de ejes procesa cavidades profundas y empinadas.
Aplicación comparativa de moldes de mecanizado de 3 ejes y mecanizado de 5 ejes.
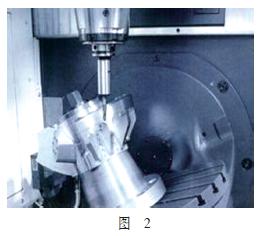
Cuando el centro de mecanizado de 3 ejes procesa moldes de cavidad profunda, solo se puede lograr alargando el mango y las herramientas de corte (ver figura 1). Sin embargo, cuando el centro de mecanizado de 5 ejes procesa cavidades más profundas y empinadas, La rotación y oscilación adicionales de la pieza de trabajo o del cabezal del husillo pueden crear las mejores condiciones de proceso para el procesamiento y acortar adecuadamente la longitud de la herramienta.. Puede evitar la colisión de la herramienta y el portaherramientas con la pared de la cavidad., Reducir la vibración de la herramienta y el riesgo de daños durante el procesamiento., mejorando así la calidad de la superficie del molde, Eficiencia de procesamiento y vida útil de la herramienta. (ver figura 2).
3-El centro de mecanizado de ejes procesa la pared lateral de un molde.
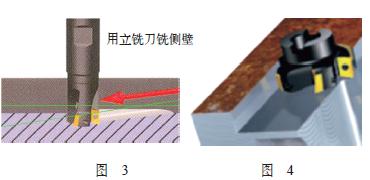
Cuando se utiliza un centro de mecanizado de 3 ejes para procesar la pared lateral de un molde, la profundidad de la pared lateral determina la longitud de la herramienta seleccionada, y la longitud de la herramienta debe ser mayor que la profundidad de la pared lateral. A medida que aumenta la longitud de la herramienta, la fuerza de la herramienta disminuirá. Si la longitud de la herramienta excede 3 veces el diámetro, la herramienta cederá, y es difícil garantizar la calidad de la pieza de trabajo. (ver figura 3). El centro de mecanizado de cinco ejes se utiliza para procesar la pared lateral de la pieza del molde., y la pieza de trabajo o el husillo se pueden girar para hacer que la herramienta sea perpendicular a la pared lateral de la pieza de trabajo.. Luego use una fresa plana para fresar la pared lateral., Lo que puede garantizar la calidad de la pieza de trabajo y prolongar la vida útil de la herramienta. (ver figura 4).
Set cortador de bolas fresado fino
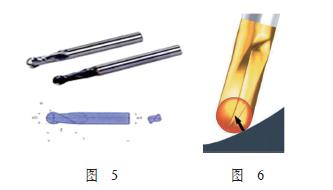
Cuando se utiliza un centro de mecanizado de 3 ejes para procesar una superficie relativamente plana, Utilice un cortador de bolas para terminar el fresado y obtener una mejor calidad de la superficie., por lo que se debe aumentar la trayectoria de la herramienta. Pero todo el mundo sabe que la velocidad lineal del centro de la herramienta de la cuchilla con punta esférica es cercana a cero., por lo que la herramienta se daña mucho durante el proceso de mecanizado, lo que acorta la vida útil de la herramienta y deteriora la calidad de la superficie (ver figura 5). Cuando se utiliza un centro de mecanizado de cinco ejes para procesar una superficie relativamente plana, para aumentar la velocidad lineal relativa entre la herramienta con extremo esférico y la pieza de trabajo, como se muestra en la figura 4, la herramienta y la pieza de trabajo se procesan en un cierto ángulo. La velocidad lineal relativa entre la herramienta y la pieza de trabajo aumenta la bola., Esto mejoraría la vida útil de la herramienta., sino que también mejora la calidad de la superficie de la pieza de trabajo (ver figura. 6).
Mecanizado del agujero normal en el plano inclinado con un centro de mecanizado de cinco ejes
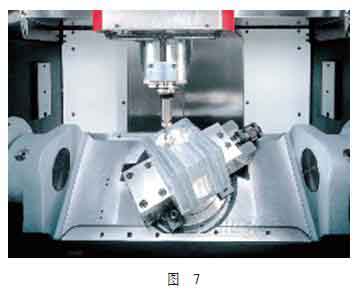
Además, cuando se utiliza el centro de mecanizado de 5 ejes para procesar el orificio normal en la superficie inclinada. En la máquina herramienta de tipo cabezal oscilante., la acción de procesamiento es colocar el husillo en la dirección perpendicular a la superficie inclinada de la pieza de trabajo a través del cabezal oscilante y luego colocarlo en la posición del orificio. El mecanizado de agujeros requiere al menos dos movimientos de interpolación de ejes lineales para procesar el agujero oblicuo., lo que reduce en gran medida la precisión del agujero. Cuando se utiliza un centro de mecanizado de cinco ejes tipo péndulo para mecanizado de caras oblicuas. La acción es colocar la superficie inclinada de la pieza de trabajo en la dirección perpendicular al husillo a través de la mesa oscilante., y sólo se requiere un movimiento lineal del eje del husillo para el procesamiento de agujeros. Esto mejora enormemente la precisión del agujero. (ver figura 7).
Otras ventajas del sistema de mecanizado de cinco ejes
Hoy en día, Los moldes para automóviles tienen requisitos cada vez más altos en cuanto a la calidad de la superficie del molde y la velocidad de corte.. El mejor estado de corte se puede obtener cuando se utiliza el sistema CNC de cinco ejes para procesar un plano con curvas tridimensionales.. El ángulo de ajuste del eje de la herramienta se puede cambiar en cualquier posición en el área de mecanizado de la máquina herramienta para procesar diferentes formas geométricas.. Las superficies curvas irregulares se procesan mediante tres ejes., y la dirección de la herramienta de corte permanece sin cambios durante el movimiento a lo largo de toda la trayectoria de corte, de modo que el estado de corte de la punta de la herramienta no siempre puede ser perfecto en todas las partes de toda la superficie curva.
Para ranuras profundas o superficies curvas que cambian frecuentemente de curvatura, se requiere un sistema CNC de cinco ejes para el procesamiento. Se puede cambiar la dirección de la herramienta o la posición de la mesa de trabajo., Y la herramienta de corte siempre puede mantener el mejor estado de corte.. En el proceso de avanzar a lo largo de toda la ruta de procesamiento., la dirección de la herramienta se puede optimizar, y la herramienta se mueve en línea recta, para que todas las partes de toda la superficie curva queden perfectas. Si desea fresar una línea recta sin cambio de dirección, el poste de herramientas puede dibujar una línea recta. Si la dirección cambia al mismo tiempo, la punta de la herramienta dibuja una curva. Si la punta de la herramienta puede dibujar la línea recta requerida cuando se cambia la dirección, esta curva debe ser compensada, que es un punto crucial en el mecanizado de cinco ejes. En el caso de que el sistema de control no considere la longitud de la herramienta, la herramienta gira alrededor del centro del eje. La punta del cuchillo se saldrá de su lugar y no quedará fijada.. Si se agrega una función de control de cinco ejes al sistema de control, el sistema de control sólo cambia la dirección de la herramienta, y la posición de la punta de la herramienta permanece sin cambios. Los movimientos de compensación necesarios en la X, Y, Y los ejes Z se han calculado automáticamente para garantizar la precisión del procesamiento..