 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
La resistencia y dureza del acero inoxidable 1Cr18Ni9Ti es muy baja. (dureza ≤187HB), y la plasticidad es muy alta, con buena resistencia a los ácidos y a la corrosión. Propiedades mecánicas después del tratamiento con solución.:
Límite elástico s0.2≥205MPa, resistencia a la tracción sb≥520MPa, alargamiento d5≥40%, tasa de contracción y≥50%. Es muy difícil de procesar con grados convencionales de herramientas de carburo cementado y métodos convencionales., porque el material tiene alta plasticidad y dureza, que es propenso a pegarse y romperse es difícil. Al mismo tiempo, se genera vibración, lo que hace que la herramienta sea fácil de astillar y desgastar.

piezas de acero inoxidable al cromo-níquel
1. Selección de material de herramienta para mecanizado CNC de acero inoxidable.
Según el rendimiento y características del acero inoxidable 1Cr18Ni9Ti, la herramienta está hecha de hojas de carburo cementado, la marca es YG813. El carburo cementado YG813 es equivalente a K10-K20/M20 de la norma internacional ISO, con una densidad de 14,4g/cm3, una dureza de 91,5HRA, y una resistencia a la flexión de 2100MPa. El carburo cementado tiene buena resistencia al desgaste., dureza caliente, Dureza a altas temperaturas y resistencia a la adhesión., y es adecuado para procesar aleaciones de alta temperatura, acero inoxidable, Acero con alto contenido de manganeso y otros materiales.. Porque YG813 es una aleación de WC-Co con una pequeña cantidad de carburos metálicos refractarios raros, tiene una estructura fina y alta resistencia, que es adecuado para procesamiento rugoso y fino.
2. Parámetros como la cantidad de corte y el ángulo de la herramienta para mecanizar acero inoxidable.
Toma la brida (Cifra 1) Actualmente producido por nuestra empresa como ejemplo para introducir la selección de parámetros como parámetros de corte y ángulos de herramienta..
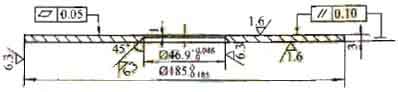
Mecanizado de bridas de acero inoxidable.
Cifra 1. Mecanizado de bridas de acero inoxidable.
(1) Cantidad de corte durante el acabado de acero inoxidable.
Entre los tres elementos de los parámetros de corte., el aumento en la profundidad de corte ap y la velocidad de avance f aumentará la fuerza de corte, aumentar la deformación de la pieza de trabajo, y puede causar vibraciones. Reduciendo así la precisión del procesamiento y aumentando el valor Ra de rugosidad de la superficie.. Cuando la velocidad de corte v aumenta, la fuerza de corte se reduce, y el borde acumulado se puede reducir o evitar, Lo cual es beneficioso para mejorar la calidad del procesamiento y la calidad de la superficie.. Pero al girar, cuando la velocidad de corte v=30-70m/min, es fácil producir vibración. Por encima o por debajo de este rango, la vibración tiende a debilitarse: cuando la alimentación f es pequeña, la amplitud es grande. A medida que f aumenta, la amplitud se hace más pequeña: la profundidad de corte ap aumenta, y la amplitud también aumenta. Según las conclusiones anteriores, al terminar la brida de la Fig.. 1, la profundidad de corte ap debe reducirse lo más posible, y la cantidad de alimento f debe reducirse adecuadamente.
La práctica demuestra que la velocidad de corte v=15-25m/min, la profundidad de corte ap = 0,10-0,15 mm, y la cantidad de alimentación f=0,18-0,25 mm/r. En el fino torneado final, la velocidad de corte v=80-100m/min, la profundidad de corte ap = 0,01-0,03 mm, y la velocidad de avance f=0,11-0,16 mm/r, que puede lograr resultados satisfactorios.
(2) Ángulo de herramienta para mecanizar acero inoxidable.
Aumente adecuadamente el ángulo de ataque de la herramienta y reduzca la velocidad de avance para aumentar la velocidad de corte y obtener virutas en bandas.. La fuerza de corte de las virutas en forma de banda es relativamente estable., y la superficie mecanizada es más suave. Debido a la baja dureza del material de la pieza de trabajo, el requisito de firmeza del filo es bajo, y el ángulo libre de la herramienta se puede aumentar adecuadamente para reducir la fricción entre la cara del flanco y la superficie de mecanizado de la pieza de trabajo para afilar el filo. La selección del ángulo de la herramienta se muestra en la Figura.
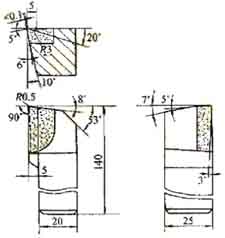
Parámetros técnicos de piezas mecanizadas de acero inoxidable.
Cifra 2. Diagrama esquemático del ángulo de la herramienta.
(3) Fluido de corte para mecanizar acero inoxidable.
La función del fluido de corte es principalmente refrigeración y lubricación para mejorar el proceso de corte.. Al terminar la pieza de trabajo., La principal esperanza es mejorar la calidad de la superficie y reducir el desgaste de la herramienta.. Por lo tanto, Se selecciona el aceite de corte con bajo calor específico y poca fluidez.. Su función principal es lubricar, y también tiene un cierto efecto refrescante..
(4) Sujeción de piezas de acero inoxidable.
Según el mandril convencional de tres mordazas para sujetar la pieza de trabajo con brida para cortar, es difícil lograr precisión en el mecanizado, especialmente la planitud y el paralelismo de la pieza de trabajo. Por lo tanto, es necesario diseñar un conjunto de accesorios desechables. Primero, la brida de acero inoxidable en blanco está girada, el orificio interior se perfora temporalmente con un orificio de Ø18 mm, y la cara del extremo y el círculo exterior quedan cada uno de 0,5 mm. Al terminar de girar, primera instalación, gire el círculo exterior de la cara final, Y luego instale y gire el orificio interior., que básicamente puede cumplir con los requisitos técnicos del dibujo..