 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Según la materia, Características estructurales y requisitos técnicos del impulsor., Se analiza y estudia el plan de mecanizado CNC., incluyendo el proceso de mecanizado, dificultades técnicas y medidas técnicas tomadas. Se recomienda agregar los jefes de accesorios de proceso requeridos en un extremo del impulsor., y diseñar y desarrollar un molde de fijación especial para cumplir con los requisitos del procesamiento del impulsor. No solo cumple con los requisitos de precisión del mecanizado CNC y tolerancia de forma de las piezas estampadas., pero también la eficiencia del mecanizado mejora enormemente.
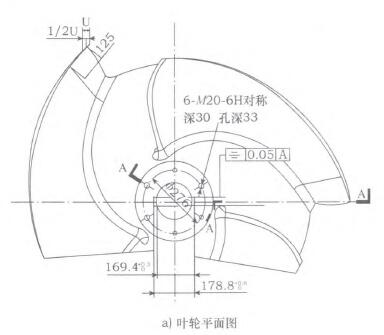
Vista en planta del impulsor de una bomba de flujo mixto
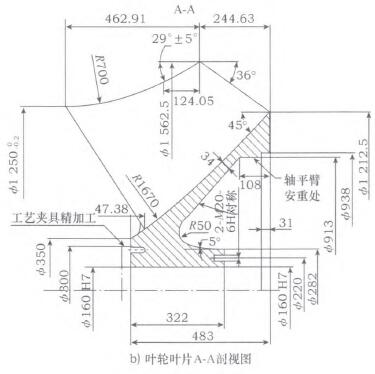
Sección A-A de la pala del impulsor
Palabras clave: impulso; Proceso de mecanizado CNC; herramientas especiales; la mejora de procesos
introducción
Las bombas verticales de flujo mixto se utilizan ampliamente en centrales eléctricas., Centrales eléctricas para transportar agua de refrigeración circulante., desalinización de agua de mar, Estaciones urbanas de abastecimiento y drenaje de agua y bombeo., y riego agrícola. Ha desempeñado un gran papel en la ecologización y la protección del medio ambiente de la ciudad.. Porque el impulsor es la parte clave de la rotación de la bomba de agua., Los requisitos técnicos son relativamente altos., por lo que su procesamiento preciso es un gran problema. Un procesamiento preciso puede reducir la vibración causada por el flujo de agua y aumentar la vida útil del impulsor.. El diámetro de salida de la bomba vertical de flujo mixto es relativamente grande. (como 4,1 800milímetros), y la coaxialidad entre el impulsor y la línea central del orificio correspondiente de la bomba es muy importante. Si la coaxialidad no cumple con los requisitos, la cámara del impulsor se frotará, y el impulsor se dañará. Por lo tanto, La precisión del mecanizado y la coaxialidad del impulsor son particularmente importantes..
1. Análisis de materiales de piezas de impulsor y tecnología de procesamiento.
1.1 Características del material del impulsor y del espacio en blanco.
El objeto de procesamiento es el impulsor que se muestra en la Figura. 1. Debido a su compleja estructura, Generalmente se utilizan piezas fundidas de acero.. El margen de corte de la pieza en bruto de fundición es relativamente grande., Si el tamaño en blanco es 4,1 250~ 4,2 000 mm, la asignación (un lado) es 23 mm; Si el tamaño en blanco es 4,800-4,1 250milímetros, el margen (un lado) es 21 mm. El material del impulsor es ZGOFCRL9N19, que es acero inoxidable austenítico y contiene elemento Ni. La dureza de Ni es genial, que afecta el rendimiento de corte, y la herramienta se daña fácilmente al pegar. El acero inoxidable austenítico también está sometido a tratamiento de solución a 1010 ~ 1150 ℃, y su dureza es generalmente entre 360 ~ 400HB. Junto con la piel negra producida durante la fundición de acero inoxidable austenítico, Su dureza es mayor. Además, Dado que el corte de la cuchilla es discontinuo, Es fácil causar colapso de herramientas durante el corte, Entonces, el mecanizado del impulsor requiere herramientas relativamente altas.
Diseñe el proceso de cuchillas del impulsor de mecanizado NC
1.2 Análisis de procesos del impulsor de mecanizado CNC
Debido a la forma compleja del impulsor, alta dureza, y fácil pegarse al cuchillo durante la molienda, Su procesamiento es difícil. Los métodos de procesamiento también son diversos. Entre ellos, Dvt400: 31/32 El tipo de máquina herramienta vertical es la más utilizada en el procesamiento, pero requiere un alto nivel de trabajadores, y se requieren herramientas especiales para garantizar la confiabilidad del sujeción y la estabilidad de cortar. Generalmente hablando, El procesamiento del impulsor tiene los siguientes problemas.
Plan general de procesamiento y sujeción del impulsor
Cifra 1 Diagrama de piezas del impulsor
1) El tiempo de alineación es demasiado largo. La fuerza que actúa sobre la pieza de trabajo en la dirección radial (señalando la dirección del eje de rotación de la pieza de trabajo) durante el corte es extremadamente fácil de hacer que la pieza de trabajo vibre y cause desplazamiento. En este momento, Se requiere una segunda alineación.
2) La precisión y el tamaño del proceso son difíciles de garantizar.. Las palas del impulsor son esféricas exteriores y requieren una precisión relativamente alta.. Junto con la influencia del error de la propia máquina herramienta., Es difícil garantizar la precisión del mecanizado del impulsor..
3) Baja eficiencia de producción. Cuando se mecanizan con CNC las palas del impulsor, El tiempo auxiliar y el tiempo de maniobra son demasiado largos., especialmente para la producción de una sola pieza.
4) Es fácil producir productos de desecho.. Es difícil garantizar la precisión del procesamiento y el tamaño del proceso., lo que aumenta la tasa de desperdicio y el costo de producción..
2. Proceso de mecanizado CNC para palas de impulsor.
2.1 Determinación del plano de referencia
Según los requisitos del proceso., seleccione la superficie no mecanizada como superficie de referencia rugosa. Se puede ver en el dibujo de las piezas del impulsor que se muestra en la Figura 1 que la superficie de formación compuesta por el tamaño 13 mm y R50 sea 45C en el lado superior izquierdo de la raíz de la hoja. La superficie inclinada es una superficie no mecanizada y se puede utilizar como superficie de referencia rugosa.. Pero debido a que es una superficie no mecanizada, como superficie de referencia, La calibración es muy importante., y las dos superficies deben ser coaxiales. Si el plano de referencia no está calibrado correctamente, afectará la ingravidez del equilibrio dinámico. Si la desviación de corrección del nivel de referencia es demasiado grande, el equilibrio dinámico perderá demasiado peso, Definitivamente afectará la fuerza del impulsor., e incluso causar chatarra. Por lo tanto, para evitar efectos adversos debido a la deduplicación, Es particularmente importante calibrar el plano de referencia y garantizar el espesor de la pared..
2.2 Proceso de mecanizado de CNC de las cuchillas del impulsor
Según la discusión anterior, es necesario sujetar la parte superior izquierda 45 de la raíz de la cuchilla. El plano inclinado está calibrado, Pero porque la estructura del impulsor es de tres piezas, y es una superficie de arco circular. Si los seis agujeros M20 en el lado izquierdo de la Figura 1A no se pueden sujetar firmemente, Estos seis agujeros solo se pueden usar para mecanizado y sujeciones en bruto., Entonces, el jefe de la artesanía izquierda está engrosado y se mecanizan seis agujeros de tornillo M24. Utilizado para sujeción. Al apretar con el jefe del accesorio de artesanía a la izquierda, Primero corrija la superficie de formación compuesta de tamaño de 13 mm y R50 mm y úsela como referencia, y luego corte áspero 61 212.5círculo exterior mm y 4,1122.5 mm de avión grande en el extremo derecho. Luego use la superficie de moldeo compuesta de tamaño de 13 mm y R50 mm como referencia inversa para corregir la parte superior, tres puntos medios e inferiores del 450 pendiente en el lado superior izquierdo (Los puntos superiores e inferiores se pueden seleccionar a 30 mm desde el extremo exterior, y el punto medio se puede seleccionar como el punto medio del plano inclinado); Finalmente, giro áspero y aplanando el plano del jefe del proceso en el extremo izquierdo.
Si los planos en los extremos izquierdo y derecho se desvían debido al lanzamiento, Se puede dejar una cierta cantidad de asignación de corte en ambos lados, que puede reducir el chatarra de las piezas debido al desequilibrio excesivo causado por la desviación de la fundición. Con los puntos de referencia en ambos extremos del impulsor, El proceso de molienda posterior se puede llevar a cabo de acuerdo con el proceso de mecanizado de la cuchilla del impulsor que se muestra en (Mesa 1).
Mesa 1, Tecnología de mecanizado de la pala del impulsor.
Según el análisis anterior, El método de procesamiento de impulsores mediante giro vertical debe mejorarse para satisfacer las necesidades de precisión de procesamiento y producción en masa.. Por ejemplo, mejorando el molde, Se puede lograr una alta precisión de procesamiento., y el equipo de procesamiento es simple, y la operación y el ajuste también son convenientes.
3. Herramientas de procesamiento de impulsores y sus soluciones.
3.1 Método general de sujeción y procesamiento del impulsor.
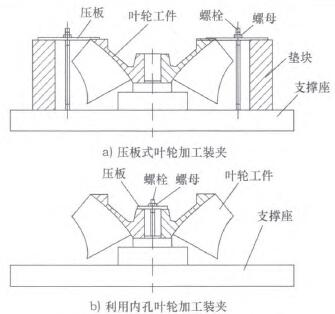
Según la tecnología general de procesamiento de torno vertical., cuando desde el mecanizado de desbaste hasta el acabado final, el círculo exterior oeste de 122,5 mm, la cara del extremo derecho y el extremo derecho en qb282mm, tope de giro de 938 mm, Necesito cambiar la placa de presión.. El método de sujeción mecanizado del impulsor tipo placa de presión que se muestra en la Fig.. 2a y el método de sujeción mecanizado del impulsor del orificio interior que se muestra en la Fig.. 2b son adoptados respectivamente. En el proceso de cambio de la placa de presión., debido al largo tiempo y la inestabilidad, La precisión de las piezas disminuyó y no se pudieron cumplir los requisitos del dibujo.. También, cuando se utiliza el orificio interior para sujetar, ya que la superficie L del orificio interior +160H7 es demasiado pequeña, la superficie de contacto es pequeña, y la estabilidad durante la compresión es relativamente pobre. La fuerza de corte al procesar el círculo exterior oeste de 1212,5 mm y su cara extrema derecha es relativamente grande, y el material es acero inoxidable austenítico, lo que también aumenta la dificultad de corte. Un corte descuidado hará que el cuchillo se voltee.. La parte más ligera será desechada., y el más severo causará víctimas. Para mejorar la productividad laboral, garantizar la calidad del procesamiento, y reducir la intensidad del trabajo, es necesario mejorar el procesamiento del impulsor y el método de sujeción.
3.2 Plan mejorado para el procesamiento y sujeción del impulsor.
La tecnología de procesamiento del impulsor y la mejora de las herramientas del molde de madera deben comenzar desde el punto de referencia aproximado de garantía de calidad.. Como se describe en el Capítulo 2 de este artículo, Comience con la superficie no mecanizada de la pared exterior del impulsor y corrija el lado superior izquierdo. 45. La parte superior, Tres puntos medio e inferior del plano inclinado. (Los dos puntos superior e inferior se pueden seleccionar a 30 mm del extremo exterior., y el punto medio se puede seleccionar como el punto medio del plano inclinado). El anillo exterior y el plano se funden en la superficie del extremo izquierdo y en ambos extremos del torneado en bruto., Celos de corrección inversa de 13 mm y superficie de formación R50 mm como superficie de referencia.. Si hay una desviación entre la pared interior y la pared exterior del impulsor, se puede dejar un cierto margen de corte en ambas paredes, para que se pueda reducir el error de espesor de pared causado por la fundición.
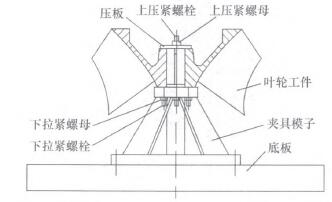
Posicionamiento del accesorio y estado de sujeción del impulsor.
Cifra 2. Plan general de sujeción para el procesamiento del impulsor de placa de prensado.
Por ejemplo, al girar la cara del extremo derecho de qb282mm, la cara del extremo derecho de 122,5 mm y el círculo exterior, Primero puede dibujar la línea del orificio 6-M20-6H en la parte que se muestra en la Figura 1a., y luego taladre el agujero 6-M20-6H. Luego durante el giro vertical, use el orificio roscado L 6-M20 para presionarlo en el molde de plantilla de giro del impulsor que se muestra en la Figura 3, girando la superficie redonda exterior qb282mm. Girando l 212.5ram superficie del extremo derecho y su superficie del círculo exterior. Cifra 4 muestra la posición del molde de sujeción y el estado de sujeción del impulsor. Las herramientas de molde de madera son adecuadas para el procesamiento por lotes del cuerpo del impulsor., lo que hace que la sujeción del cuerpo del impulsor sea confiable, conveniente y rápido. Dicha tecnología y método de procesamiento del cuerpo del impulsor pueden hacer que la precisión del procesamiento y la tolerancia de forma y posición cumplan fácilmente con los requisitos del patrón., y hacer que el procesamiento del cuerpo del impulsor sea más razonable HD 0|.
3.3 El molde del accesorio de mecanizado del impulsor y sus instrucciones de posicionamiento.
La estructura del molde del dispositivo giratorio del impulsor se muestra en la Figura 3. Colocar la pieza con tkl60 L., colocar la pieza en el molde, apriete el extremo inferior con una tuerca, eso es, Utilice el molde de fijación que se muestra en la figura. 4 para adaptarse a la 6 agujeros roscados en el extremo izquierdo de la pieza. Primero, apriete seis pernos M20 de doble extremo con una longitud de aproximadamente 120 mm en la pieza, y luego sujete la placa de presión con pernos M30 en el centro del molde y el centro de la pieza.. El posicionamiento de referencia adopta la parte de contacto entre la cara del extremo izquierdo del cuerpo del impulsor que se muestra en la Figura 1a y el plano de la abrazadera., que es equivalente a 3 puntos de apoyo que restringen 3 grados de libertad;
El contacto entre los 6160 La superficie del orificio interior del extremo izquierdo del cuerpo del impulsor y la superficie lateral de la protuberancia del accesorio equivalen a dos puntos de soporte que restringen dos grados de libertad., y el último grado de libertad está garantizado por la placa de presión.
Cifra 3, La estructura del molde del accesorio giratorio del impulsor.
4. Conclusión
El impulsor se procesa bajo la condición del plano de referencia incorrecto, que afecta seriamente el equilibrio del impulsor, provoca el impulsor y el rodamiento para vibrar, y daña la cámara del impulsor y otras partes. Si la bomba de agua falla, pondrá en peligro seriamente la operación de seguridad de la planta de energía, e incluso causar accidentes importantes. Mediante el uso de moldes de accesorios mejorados y otras operaciones, La precisión del mecanizado y las tolerancias de forma cumplen completamente los requisitos de diseño del patrón, y la eficiencia del mecanizado se incrementa en aproximadamente 40%. El método de posicionamiento del molde del accesorio es razonable, la sujeción es confiable, conveniente y rápido, y la calidad de procesamiento del impulsor permanece estable. Satisface la fabricación de lotes, Mejora la productividad laboral, Reduce los costos de producción, Mejora la eficiencia económica, y aumenta la competitividad de los productos en el mercado..