 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Abmessungen der bearbeiteten Teilezeichnungen: Standardtoleranzen und Grundabweichungen, Oberflächenrauheit, Genauigkeit, Ebenheit, Position, Parallelität, Koaxialität, usw.
| Form- und Lagetoleranz | Positionsgrad | Parallelität | Konzentrizität | Vertikalität | Volle Sprunggenauigkeit | Symmetrie | Ebenheit | Zylindrizität | Rundheit | Rauheit |
| Symbol | ||||||||||
| Meßgenauigkeit | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | Ra0,01 |
| Bearbeitungsgenauigkeit | 0.03 | 0.005 | 0.005 | 0.01 | 0.01 | 0.01 | 0.002 | 0.01 | 0.005 | Ra0,04 |
Symbol für die Oberflächenrauheit von Teilen
Das Konzept der Oberflächenrauheit eines Teils
Auf der Oberfläche des Teils gibt es Spitzen und Täler mit geringem Abstand, und die dadurch gebildeten mikrogeometrischen Eigenschaften werden Oberflächenrauheit genannt. Bei der CNC-Bearbeitung von Teilen, Es entsteht durch die Werkzeugspuren, die das Werkzeug auf der Oberfläche des Teils hinterlässt, und durch die plastische Verformung des Oberflächenmetalls beim CNC-Schneiden und Spalten.
Die Oberflächenrauheit von Teilen ist auch ein technischer Index zur Beurteilung der Oberflächenqualität von Teilen. Es hat Auswirkungen auf die Matching-Eigenschaften, Arbeitsgenauigkeit, Verschleißfestigkeit, Korrosionsbeständigkeit, Abdichtung, Aussehen, usw. der Teile.
Der Code, Symbol und Zeichen der Oberflächenrauheit
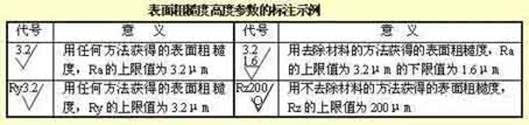
GB/T 131-1993 Gibt den Oberflächenrauheitscode und seine Notation an. Die Symbole auf der Zeichnung, die die Oberflächenrauheit von Teilen angeben, sind in der folgenden Tabelle aufgeführt.
Die Bewertungsparameter der Oberflächenrauheit von Teilen sind:
1) Die arithmetische mittlere Abweichung der Kontur (Ra)
Innerhalb der Probenahmelänge, das arithmetische Mittel des Absolutwerts des Konturversatzes. Der Wert von Ra und die Abtastlänge l. Siehe Tabelle.
2) Maximale Profilhöhe (Rz)
The distance between the top line of the contour peak and the bottom line of the contour peak within the sampling length.
Bemerkungen: The Ra parameter is preferred when using it.
Marking requirements for surface roughness
1) Example of code labeling of surface roughness
When the surface roughness height parameters Ra, Rz, Ry are marked with numerical values in the code, except that the parameter code Ra can be omitted. The other parameters need to be marked with the corresponding parameter code Rz or Ry before the parameter value. See the table for labeling examples.
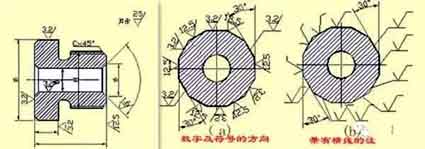
2) The method of marking the numbers and symbols in the surface roughness of the surface roughness
Marking method of surface roughness symbols on drawings
1) The surface roughness code (Symbol) should generally be noted on the visible contour line, die Größenbegrenzungslinie oder deren Verlängerungslinie, und die Spitze des Symbols muss von der Außenseite des Materials zur Oberfläche zeigen.
2) Die Richtung der Zahlen und Symbole im Oberflächenrauheitscode muss nach Bedarf gekennzeichnet werden.
2) Maximale Profilhöhe (Rz)
The distance between the top line of the contour peak and the bottom line of the contour peak within the sampling length.
Bemerkungen: The Ra parameter is preferred when using it.
Marking requirements for surface roughness
1) Example of code labeling of surface roughness
When the surface roughness height parameters Ra, Rz, Ry are marked with numerical values in the code, except that the parameter code Ra can be omitted. The other parameters need to be marked with the corresponding parameter code Rz or Ry before the parameter value. See the table for labeling examples.
2) The method of marking the numbers and symbols in the surface roughness of the surface roughness
Marking method of surface roughness symbols on drawings
1) The surface roughness code (Symbol) should generally be noted on the visible contour line, die Größenbegrenzungslinie oder deren Verlängerungslinie, und die Spitze des Symbols muss von der Außenseite des Materials zur Oberfläche zeigen.
2) Die Richtung der Zahlen und Symbole im Oberflächenrauheitscode muss nach Bedarf gekennzeichnet werden.
Beispiel zur Kennzeichnung der Oberflächenrauheit
Auf derselben Zeichnung, Jede Oberfläche ist grundsätzlich mit einem Code gekennzeichnet (Symbol) nur einmal, und so nah wie möglich an der relevanten Maßlinie. Wenn der Platz eng ist oder die Beschriftung unpraktisch ist, es kann zum Etikett führen. Wenn alle Oberflächen der Teile die gleichen Anforderungen an die Oberflächenrauheit haben, Sie können einheitlich in der oberen rechten Ecke der Zeichnung markiert werden. Wenn die meisten Oberflächen der Teile die gleichen Anforderungen an die Oberflächenrauheit haben, der am häufigsten verwendete Code (Symbol) können gleichzeitig in der oberen rechten Ecke der Zeichnung markiert werden, und das Wort “der Rest” hinzugefügt werden. Die Höhe des einheitlich markierten Oberflächenrauheitscodes (Symbol) und erläuternder Text sollte sein 1.4 mal so groß wie die Zeichnungsmarke.
Durchgehende Flächen an Teilen, Oberflächen wiederholter Elemente (wie zum Beispiel Löcher, Zähne, Rillen, usw.), und die gleiche Fläche, die nicht durchgehend ist, mit dünnen durchgezogenen Linien. The surface roughness code (Symbol) Nummer wird nur einmal notiert.
Wenn auf derselben Oberfläche unterschiedliche Anforderungen an die Oberflächenrauheit bestehen, Zum Zeichnen der Trennlinie sollten dünne durchgezogene Linien verwendet werden, und der entsprechende Oberflächenrauheitscode und die entsprechende Größe sollten beachtet werden.
Wenn der Zahn (Zahn) Die Form wird nicht auf der Arbeitsfläche von Zahnrädern gezeichnet, Threads, usw., der Oberflächenrauheitscode (Symbol) Notationsmethode.
Die Arbeitsfläche des Mittellochs, die Arbeitsfläche der Keilnut, the surface roughness code of the chamfer, and the rounded corner can be simplified and marked.
When the parts need to be partially heat-treated or partially plated (coated), thick dotted lines should be used to draw the range and mark the corresponding dimensions. It can also be written on the horizontal line of the long side of the surface roughness symbol.
Numbers and symbols in surface roughness
Standard tolerance and basic deviation
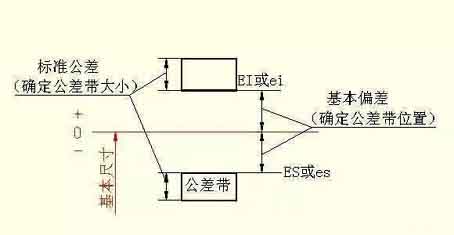
5. Standard tolerance and basic deviation
In order to facilitate production, realize the interchangeability of parts and meet different usage requirements, the national standard “Limits and Fits” stipulates that the tolerance zone is composed of two elements: standard tolerance and basic deviation. The standard tolerance determines the size of the tolerance zone, and the basic deviation determines the location of the tolerance zone.
1) Standard tolerance (IT)
El valor de la tolerancia estándar está determinado por el tamaño básico y la clase de tolerancia. El nivel de tolerancia es una marca para determinar la precisión del tamaño. La tolerancia estándar se divide en 20 niveles, a saber, IT01, IT0, IT1, …, IT18. La precisión de su tamaño disminuye de IT01 a IT18. Los valores específicos de las tolerancias estándar se pueden encontrar en las normas correspondientes.
Basic deviation of CNC machining
2) Desviación básica
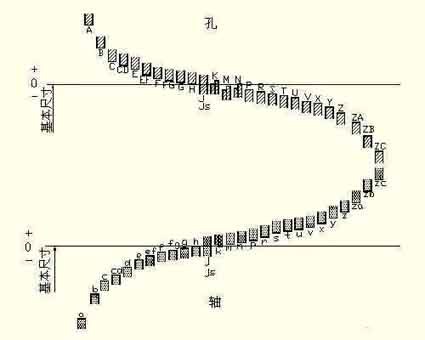
La desviación básica se refiere a la desviación superior o inferior de la zona de tolerancia con respecto a la posición de la línea cero en el límite y ajuste estándar, und bezieht sich im Allgemeinen auf die Abweichung in der Nähe der Nulllinie. Wenn die Toleranzzone über der Nulllinie liegt, die Grundabweichung ist die geringste Abweichung; Andererseits, ist die obere Abweichung. Heu 28 grundsätzliche Abweichungen insgesamt, und die Codenamen werden in lateinischen Buchstaben ausgedrückt, mit Großbuchstaben als Loch und Kleinbuchstaben als Achse.
Dies ist aus dem grundlegenden Abweichungsreihendiagramm ersichtlich:
Die Grundabweichung A~H des Lochs und die Grundabweichung k~zc der Welle sind die geringere Abweichung; Die Grundabweichung K~ZC des Lochs und die Grundabweichung a~h der Welle sind die obere Abweichung; The tolerance zones of JS and js are symmetrically distributed on both sides of the zero line, and the upper and lower deviations of the hole and shaft are +IT/2 and -IT/2 respectively. The basic deviation series diagram only shows the position of the tolerance zone, not the size of the tolerance. daher, one end of the tolerance zone is an opening, and the other end of the opening is defined by a standard tolerance.
The basic deviation and standard tolerance, according to the definition of dimensional tolerance, have the following calculation formulas:
ES=EI+IT or EI=ES-IT
ei=es-IT or es=ei+IT
The tolerance zone code of the hole and shaft is composed of the basic deviation code and the tolerance zone grade code.