 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Die Bearbeitung von Kunststoffprodukten oder -teilen kann in zwei Kategorien unterteilt werden: Bearbeitung von Einzelschneidenwerkzeugen und Bearbeitung von Mehrschneidenwerkzeugen. Zur einschneidigen Werkzeugbearbeitung gehört das Drehen, Hobeln, und zahnlose Sägeverarbeitung. Die mehrschneidige Werkzeugbearbeitung umfasst das Schneiden, Mahlen, Stanzen, klopfen, und Zahnsägenbearbeitung.
(1) Der Entstehungsprozess von Kunststoffchips
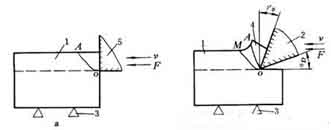
Der Umformprozess von Kunststoffspänen erfolgt durch das Extrudieren von Schneidwerkzeugen, wie in der Abbildung gezeigt 1.
(2) Faktoren, die die Schnittkraft beeinflussen
Die Schnittkraft wird durch Verformung und Reibung erzeugt, Daher wirken sich alle Faktoren, die die Verformung und Reibung im Schneidprozess beeinflussen, auf die Schnittkraft aus.
Späne von bearbeiteten Kunststoffteilen
Figur 1. Bildung von Plastikspänen
Schnitttiefenparameter bearbeiteter Kunststoffteile
1― Werkstück; 2- Werkzeug; 3― Vorrichtung; 4― Chips; 5― Einrücker
1. Arten von Kunststoffen
Je höher die Festigkeit und Härte des Werkstückmaterials ist, Je größer der Verformungswiderstand und desto größer die Schnittkraft. Wenn Festigkeit und Härte des Materials ähnlich sind, derjenige mit größerer Plastizität hat aufgrund der größeren Reibung zwischen den Spänen und der Spanfläche eine größere Schnittkraft. Experimente haben gezeigt, dass die Schnittkraft beim CNC-Drehen und Fräsen von Kunststoffen im Allgemeinen gleich ist 1/6 Zu 1/7 der Schnittkraft beim Schneiden von Stahl.
2. Der Einfluss der Schnittmenge
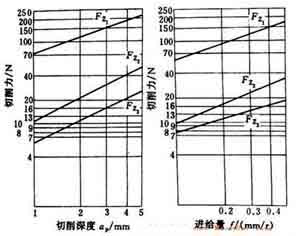
Die Erhöhung des Rückschnittbetrags αP und des Vorschubbetrags f erhöht die Schnittkraft, aber der Grad des Einflusses der beiden ist unterschiedlich. Der Einfluss beider auf die Hauptschnittkraft Fz ist in Abbildung dargestellt 2.
Schnittgeschwindigkeit bearbeiteter Kunststoffteile
Figur 2. Der Einfluss von Schnitttiefe αP und Vorschub f auf die Hauptschnittkraft Fz
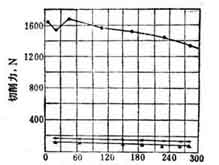
Der Einfluss der Schnittgeschwindigkeit v auf die Hauptschnittkraft Fz ist in Abbildung dargestellt 3. Der Rückschnittbetrag beträgt αP=1,5 mm, und die Vorschubmenge f = 0,2 mm/U. Aus der Abbildung ist ersichtlich, dass die Schnittgeschwindigkeit v nur einen geringen Einfluss auf die Schnittkraft hat.
Figur 3, der Einfluss der Schnittgeschwindigkeit v auf die Hauptschnittkraft Fz
Schnittkraft bearbeiteter Kunststoffteile
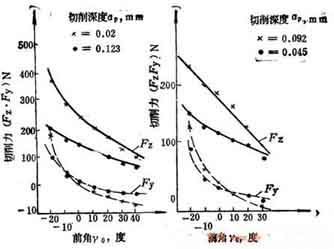
Figur 4, der Einfluss des Spanwinkels γ0 auf die Schnittkraft