 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Beispiel Außendrehen, Es gibt drei Drehkomponenten: Hauptdrehkraft Fc (Fz), Tiefenwiderstand Fp (Fy) (auch Radialkraft genannt), Vorschubwiderstand Ff (Fx) (auch Axialkraft genannt).
Die Hauptdrehkraft ist die wichtigste. Bei Vernachlässigung des Stromverbrauchs von Ff, die Drehleistung beträgt Pc=Fc.v×103 (kw) wobei Fc und die Einheit N; Die Einheit von v ist m/min.
In den frühen Jahren, Es wurde der Schnittkrafttest beim Hochgeschwindigkeitsdrehen durchgeführt. Wie in der Abbildung gezeigt 1, beim Wenden 45 Stahl (normalisierend, HB187), wenn die Drehgeschwindigkeit von 100 m/min auf 270 m/min erhöht wird, die Hauptdrehkraft wird um ca. reduziert 7%. Wie in der Abbildung gezeigt 2, beim Drehen der Aluminiumgusslegierung ZL10 (HB45), wenn die Drehgeschwindigkeit von 100 m/min auf 720 m/min erhöht wird, die Hauptdrehkraft wird um ca. reduziert 50%.
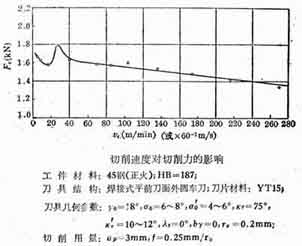
Beim Drehen von Stahl, die Auswirkung der Schnittgeschwindigkeit auf die Drehkraft
Figur 1. Der Einfluss der Drehgeschwindigkeit auf die Schnittkraft beim Drehen 45 Stahl (ap=3mmf=0,25mm/r)
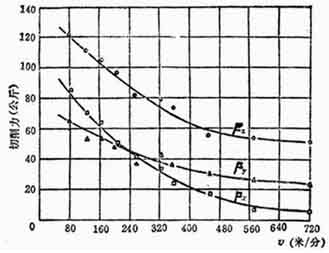
Beim Drehen ZL10, der Einfluss der Schnittgeschwindigkeit auf die Drehkraft
Figur 2. Der Einfluss der Drehgeschwindigkeit auf die Schnittkraft beim Drehen von ZL10 (ap=4mmf=0,3mm/r)
Eine Universität verwendete zum Drehen das Keramikdrehwerkzeug LT55 45 Stahl (vergütet und angelassen, HRC35~40). Der Zusammenhang zwischen Drehkraft und Schnittgeschwindigkeit ist in der Abbildung dargestellt 9. Es ist aus der Abbildung ersichtlich 9 dass die Schnittkraft am größten ist, wenn die Drehgeschwindigkeit etwa 300 m/min beträgt, und es nimmt sofort ab. Die Schnittkraft ändert sich kaum, wenn die Drehgeschwindigkeit über 500 m/min liegt.
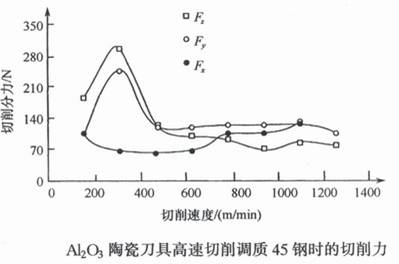
Schnittkraft von Keramikwerkzeugen beim Drehen von vergütetem Stahl
Figur 3, die Schnittkraft beim Drehen 45 Vergütungsstahl mit Keramikdrehmeißel
Eine bestimmte Universität führte einen Drehkrafttest für vergüteten Stahl durch (HRC30 ~ 32) und gehärtetem Stahl (HRC50 ~ 52). Vergüteter Stahl: ap=0,2~0,5mm, f=0,1~0,25mm/r, v=700~1000 m/min. Gehärteter Stahl: ap=0,15~0,5mm, f=0,1~0,25mm/r, v=100~400 m/min. Es wird eine Drei-Faktoren-Formel für die Drei-Wege-Drehkraft erstellt (Tisch 1).
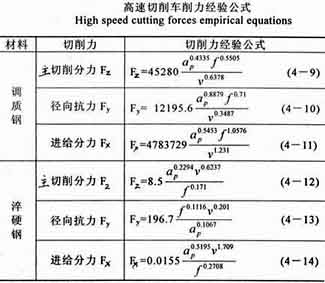
Drei-Faktor-Formel der Hochgeschwindigkeitsdrehkraft
Tisch 1. Drei-Faktor-Formel der Hochgeschwindigkeitsdrehkraft
Das Wendegeschwindigkeitshandbuch listet auf: die Schnittkrafterfahrung beim Drehen von Baustahl mit mittlerem Kohlenstoffgehalt bei normaler Geschwindigkeit, Die Formel lautet
Fz=Czap1f 0,75 V-0.15
Fy=Cyap0,90f 0,60v -0.3
Fx=Cxap1f 0,5 V-0.4
Im Vergleich zur Tabelle 1, Es gibt einen großen Unterschied. Die Formel in der Tabelle 1 kann problematisch sein. Im Vergleich zum Drehen, die Mahlkraftformel ist komplizierter, denn zusätzlich zu den drei Elementen der Verbrauchsreduzierung, Hinzu kommen Faktoren wie die Zähnezahl des Fräsers, der Durchmesser des Fräsers, und die Fräsbreite. Die mehrfaktorielle empirische Formel für Schnittkraft und Drehleistung, die in der Vergangenheit für das Schaftfräsen bei allgemeiner Schnittgeschwindigkeit etabliert wurde. Die Formel für die Drehkraft beim modernen Hochgeschwindigkeitsdrehen ist noch nicht bekannt.
Eine bestimmte Universität hat diese Stelle besetzt. Es wird eine Drei-Faktoren-Formel für die Drehkraft erstellt:
Im Bereich von ap=0,5~1mm, f=0,05~0,2mm/r, v=251~1256m/min,
Fc=5018ap0,344fz0,364v-0.394 (drehen 45 Stahl)
Fc=864ap0,384fz0,176v-0.287 (gedrehte Aluminiumlegierung 5A02)
Es scheint, dass die aus dem Experiment gewonnenen Daten nicht ideal sind, die als Referenz verwendet werden können.
Eine bestimmte Universität verwendete Keramikfräser, um gehärteten Stahl zu drehen, Hochfester Stahl, und hartes Nickelgusseisen bei hoher Geschwindigkeit und führte einen erfolgreichen Drehkrafttest durch.
(1) LT55 (Al2O3TiC) Keramikwerkzeug zum Drehen gehärtet 45 Stahl (HRC50~55), v =30~120m/min, ap=0,35~1,4mm, f=0,08~0,32mm/r, Fz=2525 ap0,99 f 0.80 v-0.01(N)
(2) Das LT55-Werkzeug wird zum Drehen von ultrahochfestem Stahl 35CrMnSiA verwendet (HRC45 ~ 48), Der Schnittmengenbereich ist derselbe wie oben.
Fz=2779 ap0,79 f 0.59 v -0.08(N)
(3) SG-4 (Al2O3-TiC, Toilette) Keramikwerkzeug zum Schneiden von gehärtetem Werkzeugstahl mit hohem Kohlenstoffgehalt (HRC55 ~ 62), die Schnittmenge im oben genannten Bereich.
Fz=3444 ap0,88 f 0.65 v -0.12(N)
(4) SG-4-Werkzeug wird zum Drehen gehärtet verwendet 45 Stahl (HRC50~55), Der Schnittmengenbereich ist derselbe wie oben.
Fz=2309 ap1,04 f 0.75 v -0.01(N)
(5) UM 6 (Al2O3―TiC) Keramikwerkzeug zum Drehen von hartem Nickelguss (HRC56~62)
V = 50–70 m/min, ap=1,5~2,3mm, f=0,09~0,16mm/r
Fz=1210 ap0,73f 0,42v-0.09(N)
Die Schnittkrafttestdaten für das Hochgeschwindigkeitsdrehen harter Materialien mit Keramikwerkzeugen sind glaubwürdiger.