 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Je nach Material, strukturelle Eigenschaften und technische Anforderungen des Laufrads, Der CNC-Bearbeitungsplan wird analysiert und untersucht, einschließlich des Bearbeitungsprozesses, technische Schwierigkeiten und getroffene technische Maßnahmen. Es wird empfohlen, die erforderlichen Prozessbefestigungsvorsprünge an einem Ende des Laufrads anzubringen, und entwerfen und entwickeln Sie eine spezielle Vorrichtungsform, um den Anforderungen der Laufradbearbeitung gerecht zu werden. Erfüllt nicht nur die Anforderungen an die CNC-Bearbeitungsgenauigkeit und Formtoleranz der gemusterten Teile, aber auch die Bearbeitungseffizienz wird erheblich verbessert.
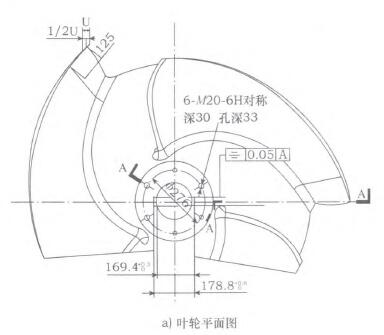
Draufsicht auf das Laufrad einer Mischströmungspumpe
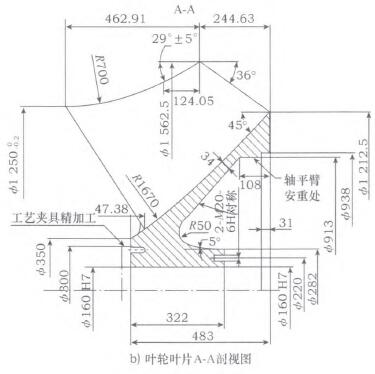
Abschnitt A-A der Laufradschaufel
Schlüsselwörter: Laufrad; CNC-Bearbeitungsprozess; Spezialwerkzeuge; Prozessverbesserung
Einführung
Vertikale Mischstrompumpen werden häufig in Kraftwerken eingesetzt, Kraftwerke zum Transport von zirkulierendem Kühlwasser, Meerwasserentsalzung, städtische Wasserversorgung und Entwässerung sowie Pumpstationen, und landwirtschaftliche Bewässerung. Es hat eine große Rolle bei der Begrünung und dem Umweltschutz der Stadt gespielt. Denn das Laufrad ist der entscheidende Teil der Rotation der Wasserpumpe, Die technischen Anforderungen sind relativ hoch, Daher ist die präzise Verarbeitung ein großes Problem. Eine genaue Verarbeitung kann die durch den Wasserfluss verursachten Vibrationen reduzieren und die Lebensdauer des Laufrads erhöhen. Der Auslassdurchmesser der vertikalen Mischstrompumpe ist relativ groß (wie zum Beispiel 4,1 800mm), und die Koaxialität zwischen dem Laufrad und der Mittellinie des entsprechenden Lochs der Pumpe ist sehr wichtig. Wenn die Koaxialität nicht den Anforderungen entspricht, die Laufradkammer wird gerieben, und das Laufrad wird beschädigt. daher, Besonders wichtig sind die Bearbeitungsgenauigkeit und die Koaxialität des Laufrads.
1. Analyse der Materialien und Verarbeitungstechnologie von Laufradteilen
1.1 Eigenschaften von Laufradmaterial und Rohling
Das Bearbeitungsobjekt ist das in der Abbildung dargestellte Laufrad 1. Aufgrund seiner komplexen Struktur, Im Allgemeinen werden Stahlgussteile verwendet. Die Schnittzugabe für den Gussrohling ist relativ groß, wenn die Rohlinggröße ist 4,1 250~4,2 000 mm, die Zulage (eine Seite) ist 23mm; Wenn die Rohlinggröße ist 4,800-4,1 250mm, der Abstand (eine Seite) ist 21mm. Das Material des Laufrads ist ZGOFCRl9N19, Dabei handelt es sich um austenitischen Edelstahl, der das Element Ni enthält. Die Zähigkeit von Ni ist großartig, was sich auf die Schnittleistung auswirkt, und das Werkzeug kann durch Festkleben leicht beschädigt werden. Austenitischer Edelstahl wird ebenfalls einer Lösungsbehandlung bei 1010 bis 1150 °C unterzogen, und seine Härte liegt im Allgemeinen zwischen 360 und 400 HB. In Verbindung mit der schwarzen Haut, die beim Gießen von austenitischem Edelstahl entsteht, seine Härte ist höher. Darüber hinaus, da der Klingenschnitt diskontinuierlich ist, Während des Schneidens kann es leicht zum Zusammenbruch des Werkzeugs kommen, Daher erfordert die Laufradbearbeitung relativ hohe Werkzeuge.
Entwerfen Sie den Prozess der NC-Bearbeitung von Laufradschaufeln
1.2 Prozessanalyse des CNC-Bearbeitungslaufrads
Aufgrund der komplexen Form des Laufrads, hohe Härte, und leichtes Anhaften am Messer beim Fräsen, seine Verarbeitung ist schwierig. Auch die Verarbeitungsmethoden sind vielfältig. Darunter, DVT400: 31/32 Typ Vertikalwerkzeugmaschine ist die am weitesten verbreitete Bearbeitungsmaschine, aber es erfordert ein hohes Maß an Arbeitskräften, und spezielle Werkzeuge sind erforderlich, um die Zuverlässigkeit der Klemmung und die Stabilität des Schnitts zu gewährleisten. Allgemein gesagt, Bei der Laufradverarbeitung treten folgende Probleme auf.
Allgemeiner Laufradbearbeitungs- und Spannplan
Figur 1 Teilediagramm des Laufrads
1) Die Ausrichtungszeit ist zu lang. Die auf das Werkstück wirkende Kraft in radialer Richtung (zeigt in Richtung der Werkstückrotationsachse) Während des Schneidens kann es sehr leicht zu Vibrationen und Verschiebungen des Werkstücks kommen. Zu diesem Zeitpunkt, eine zweite Ausrichtung ist erforderlich.
2) Die Genauigkeit und Prozessgröße sind schwer zu garantieren. Die Laufradschaufeln sind außenkugelförmig und erfordern eine relativ hohe Präzision. Verbunden mit dem Einfluss des Fehlers der Werkzeugmaschine selbst, Es ist schwierig, die Genauigkeit der Laufradbearbeitung zu garantieren.
3) Geringe Produktionseffizienz. Bei der CNC-Bearbeitung von Laufradschaufeln, die Nebenzeit und die Manövrierzeit sind zu lang, insbesondere für die Einzelstückfertigung.
4) Es ist leicht, Abfallprodukte zu produzieren. Es ist schwierig, die Verarbeitungsgenauigkeit und Prozessgröße zu garantieren, was die Ausschussrate und die Produktionskosten erhöht.
2. CNC-Bearbeitungsprozess für Laufradschaufeln
2.1 Bestimmung der Bezugsebene
Entsprechend den Prozessanforderungen, Wählen Sie die unbearbeitete Fläche als raue Referenzfläche. Dies ist aus der in der Abbildung gezeigten Zeichnung der Laufradteile ersichtlich 1 dass die Formfläche, bestehend aus Größe 13 mm und R50, 45 °C auf der oberen linken Seite der Schaufelwurzel beträgt. Die geneigte Fläche ist eine unbearbeitete Fläche und kann als raue Referenzfläche verwendet werden. Sondern weil es sich um eine unbearbeitete Oberfläche handelt, als Referenzfläche, Die Kalibrierung ist sehr wichtig, und die beiden Flächen müssen koaxial sein. Wenn die Referenzebene nicht korrekt kalibriert ist, es wird die Schwerelosigkeit des dynamischen Gleichgewichts beeinflussen. Wenn die Korrekturabweichung des Referenzpegels zu groß ist, die dynamische Waage wird zu stark an Gewicht verlieren, Es wird sich definitiv auf die Festigkeit des Laufrads auswirken, und sogar Ausschuss verursachen. daher, um nachteilige Auswirkungen durch Deduplizierung zu vermeiden, Besonders wichtig ist die Kalibrierung der Referenzebene und die Sicherstellung der Wandstärke.
2.2 CNC-Bearbeitungsprozess von Laufradschaufeln
Gemäß der obigen Diskussion, Es ist notwendig, die obere linke Seite festzuklemmen 45 der Blattwurzel. Die schiefe Ebene ist kalibriert, sondern weil die Laufradschaufelstruktur dreiteilig ist, und es ist eine Kreisbogenfläche. Wenn die sechs M20-Löcher auf der linken Seite von Abbildung 1a nicht festgeklemmt werden können, Diese sechs Löcher können nur zur Grobbearbeitung und zum Spannen verwendet werden, Daher wird der linke Craft-Boden verdickt und sechs M24-Schraubenlöcher darauf bearbeitet. Wird zum Spannen verwendet. Beim Spannen mit der Nabe der Bastelvorrichtung links, Korrigieren Sie zunächst die aus Größe 13 mm und R50 mm bestehende Formfläche und verwenden Sie diese als Referenz, und dann grob geschnitten 61 212.5mm äußerer Kreis und 4.1122,5 mm große Ebene am rechten Ende. Verwenden Sie dann die aus Größe 13 mm und R50 mm bestehende Formfläche als umgekehrte Referenz, um das Obermaterial zu korrigieren, mittlere und untere drei Punkte des 450 Schräge auf der oberen linken Seite (Obere und untere Punkte können 30 mm vom äußeren Ende entfernt ausgewählt werden, und der Mittelpunkt kann als Mittelpunkt der schiefen Ebene gewählt werden); Endlich, Grobdrehen und Abflachen der Prozessnabenebene am linken Ende.
Wenn die Ebenen am linken und rechten Ende aufgrund des Gießens abweichen, Auf beiden Seiten kann eine gewisse Schnittzugabe belassen werden, Dadurch kann der Teileausschuss aufgrund übermäßiger Unwucht aufgrund von Gussabweichungen reduziert werden. Mit den Benchmarks an beiden Enden des Laufrads, Der anschließende Fräsvorgang kann entsprechend dem in gezeigten Bearbeitungsprozess der Laufradschaufel durchgeführt werden (Tisch 1).
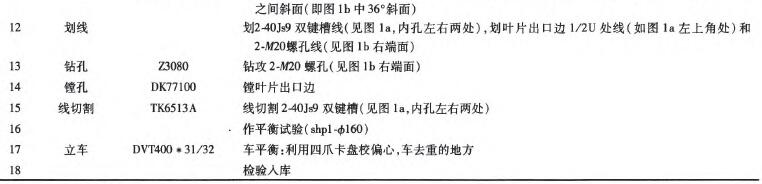
Tisch 1, Bearbeitungstechnologie der Laufradschaufel
Gemäß der obigen Analyse, Die Methode zur Bearbeitung von Laufrädern durch Vertikaldrehen muss verbessert werden, um den Anforderungen an Bearbeitungsgenauigkeit und Massenproduktion gerecht zu werden. Zum Beispiel, durch Verbesserung der Form, Es kann eine hohe Bearbeitungsgenauigkeit erreicht werden, und die Verarbeitungsausrüstung ist einfach, Auch die Bedienung und Einstellung ist komfortabel.
3. Werkzeuge zur Laufradbearbeitung und ihre Lösungen
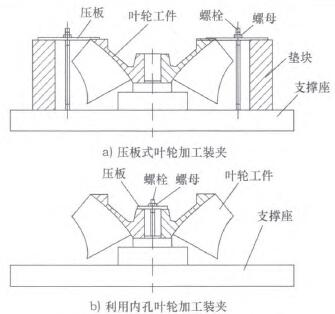
3.1 Allgemeine Laufradbearbeitungs- und Spannmethode
Gemäß der allgemeinen Vertikaldrehmaschinen-Verarbeitungstechnologie, von der Grobbearbeitung bis zur Endbearbeitung, der westliche 122,5 mm Außenkreis, die rechte Stirnseite und das rechte Ende bei qb282mm, Drehanschlag 938 mm, muss die Druckplatte gewechselt werden. Die in Abb. gezeigte Spannmethode für die Bearbeitung von Laufradpressplatten. 2a und die in Abb. gezeigte Spannmethode für die Innenloch-Laufradbearbeitung. 2b werden jeweils übernommen. Die Druckplatte wird gerade ausgetauscht, aufgrund der langen Zeit und Instabilität, Die Genauigkeit der Teile nahm ab und die Zeichnungsanforderungen konnten nicht erfüllt werden. Auch, wenn das Innenloch zum Spannen verwendet wird, da die L-Fläche des inneren Lochs +160H7 zu klein ist, die Kontaktfläche ist klein, und die Stabilität beim Komprimieren ist relativ schlecht. Die Schnittkraft bei der Bearbeitung des westlichen Außenkreises von 1212,5 mm und seiner rechten Stirnfläche ist relativ groß, und das Material ist austenitischer Edelstahl, was auch die Schnittschwierigkeit erhöht. Unvorsichtiges Schneiden führt dazu, dass das Messer umkippt. Der leichtere Teil wird verschrottet, und je härter es ist, desto mehr Opfer wird es geben. Um die Arbeitsproduktivität zu verbessern, Sicherstellung der Verarbeitungsqualität, und die Arbeitsintensität verringern, Es ist notwendig, die Verarbeitungs- und Klemmmethode des Laufrads zu verbessern.
3.2 Verbesserter Plan für die Laufradbearbeitung und -klemmung
Die Laufradverarbeitungstechnologie und die Verbesserung ihrer Holzformwerkzeuge müssen von der groben Benchmark-Qualitätssicherung ausgehen. Wie im Kapitel beschrieben 2 dieses Artikels, Beginnen Sie mit der unbearbeiteten Oberfläche der Außenwand des Laufrads und korrigieren Sie die obere linke Seite 45. Der obere, mittlere und untere drei Punkte der schiefen Ebene (Die beiden oberen und unteren Punkte können 30 mm vom äußeren Ende entfernt ausgewählt werden, und der Mittelpunkt kann als Mittelpunkt der schiefen Ebene gewählt werden). Der Außenring und die Ebene werden auf der linken Endfläche und an beiden Enden des Rohdrehens gegossen, Reverse-Korrektur-Eifersucht 13 mm und R50 mm Formfläche als Referenzfläche. Wenn es eine Abweichung zwischen der Innenwand und der Außenwand des Laufrads gibt, An beiden Wänden kann eine gewisse Schnittzugabe belassen werden, so dass der durch den Guss verursachte Wanddickenfehler reduziert werden kann.
Vorrichtungspositionierung und Klemmzustand des Laufrads
Figur 2. Allgemeiner Aufspannplan für die Pressplatten-Laufradbearbeitung
Zum Beispiel, beim Drehen der rechten Endfläche von qb282mm, die rechte Endfläche von 122,5 mm und der äußere Kreis, Sie können zunächst die 6-M20-6H-Lochlinie in dem in Abbildung 1a gezeigten Teil zeichnen, und bohren Sie dann das 6-M20-6H-Loch. Dann beim Vertikaldrehen, Verwenden Sie das 6-M20-Gewindeloch L, um es auf die in der Abbildung gezeigte Laufrad-Drehvorrichtungsform zu drücken 3, Drehen qb282mm äußere runde Oberfläche. Drehen der rechten Endfläche von l 212,5ram und ihrer äußeren Kreisfläche. Figur 4 zeigt die Positionierung der Klemmform und den Klemmzustand des Laufrads. Das Holzformwerkzeug eignet sich für die Chargenbearbeitung des Laufradkörpers, was die Klemmung des Laufradkörpers zuverlässig macht, bequem und schnell. Eine solche Laufradkörper-Bearbeitungstechnologie und -Methode kann leicht dafür sorgen, dass die Bearbeitungsgenauigkeit sowie die Form- und Positionstoleranz den Musteranforderungen entsprechen, und machen Sie die Verarbeitung des Laufradkörpers vernünftiger 0|.
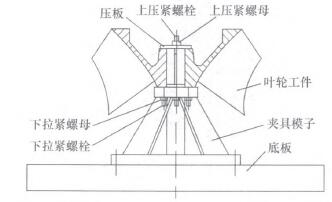
3.3 Die Form der Laufradbearbeitungsvorrichtung und ihre Positionierungsanweisungen
Die Formstruktur der Laufraddrehvorrichtung ist in der Abbildung dargestellt 3. Positionieren Sie das Teil mit tkl60 L, Legen Sie das Teil auf die Form, Ziehen Sie das untere Ende mit einer Mutter fest, das ist, Verwenden Sie die in der Abbildung gezeigte Halterungsform 4 passend zum 6 Gewindelöcher am linken Ende des Teils. Erste, Schrauben Sie sechs M20-Doppelbolzen mit einer Länge von ca. 120 mm am Teil fest, und klemmen Sie dann die Druckplatte mit M30-Bolzen in der Mitte der Form und in der Mitte des Teils fest. Die Referenzpositionierung übernimmt den Kontaktteil zwischen der linken Endfläche des Laufradkörpers (siehe Abbildung 1a) und der Ebene der Klemme, was gleichbedeutend mit ist 3 Stützpunkte einschränkend 3 Freiheitsgrade;
Der Kontakt zwischen 6160 Die innere Lochoberfläche des linken Endes des Laufradkörpers und die Seitenoberfläche des Vorsprungs der Vorrichtung entsprechen zwei Stützpunkten, die zwei Freiheitsgrade einschränken, und der letzte Freiheitsgrad wird durch die Druckplatte gewährleistet.
Figur 3, die Struktur der Laufraddrehvorrichtungsform
4. Abschluss
Das Laufrad wird unter der Bedingung einer falschen Referenzebene bearbeitet, was die Auswuchtung des Laufrads ernsthaft beeinträchtigt, Dadurch geraten das Laufrad und das Lager in Schwingungen, und beschädigt die Laufradkammer und andere Teile. Wenn die Wasserpumpe ausfällt, Dadurch wird die Betriebssicherheit des Kraftwerks ernsthaft gefährdet, und sogar schwere Unfälle verursachen. Durch den Einsatz verbesserter Vorrichtungsformen und anderer Vorgänge, Die Bearbeitungsgenauigkeit und Formtoleranzen erfüllen vollständig die Designanforderungen des Musters, und die Bearbeitungseffizienz wird um ca. erhöht 40%. Die Methode zur Positionierung der Vorrichtungsform ist sinnvoll, Die Klemmung ist zuverlässig, bequem und schnell, und die Verarbeitungsqualität des Laufrads bleibt stabil. Es erfüllt die Anforderungen der Serienfertigung, verbessert die Arbeitsproduktivität, reduziert die Produktionskosten, verbessert die Wirtschaftlichkeit, und erhöht die Wettbewerbsfähigkeit der Produkte auf dem Markt.