 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Die gekrümmte Oberfläche der Elektrode wird bearbeitet, und dann wird die dünnwandige Form CNC-bearbeitet. Wenn zuerst die Kontur bearbeitet wird und dann die Oberseite bearbeitet wird, Die dünnwandige Form ist zu diesem Zeitpunkt zu hoch. Unter Einwirkung der Schnittkraft des Werkzeugs, Die Oberseite der Kupferelektrode ist häufig deformiert und verbogen, was zu Bearbeitungsfehlern führt. Dies ist auch das wahrscheinlichste Problem bei der Bearbeitung dünner Elektroden. Gleichzeitig, weil sich zwischen den dünnen Scheiben 5,0 mm schmale Rillen befinden, Um die Form der dünnen Scheiben fertigzustellen, kann nur ein Werkzeug mit kleinem Durchmesser verwendet werden. daher, Der Durchmesser des Schaftfräsers beträgt 4,0 mm, Die Geschwindigkeit beträgt 2000 U/min, und die Vorschubgeschwindigkeit νf=400mm/min. Beim Fertigstellen der gekrümmten Oberfläche und anschließender Bearbeitung der Elektrodenform, Dabei ist zu beachten, dass die Schnitttiefe nicht jedes Mal zu groß sein sollte, der Werkzeugdurchmesser ist klein, und die Klemmlänge ist länger (größer als die Elektrodenhöhe, Nehmen Sie 26,0 mm). daher, es kommt leicht zu Überschnitten; Die Schnittstärke jeder Schicht beträgt nur 0,4 mm; Um eine gewisse Effizienz zu erreichen, sollten Drehzahl und Vorschub höher sein.
1. Einstellung eines spezifischen CNC-Bearbeitungspfads
Die spezifischen CNC-Plus-Pfadparametereinstellungen sind in der Abbildung dargestellt.
Darunter, der Formbearbeitungszugabeparameter (XY-Lager zu verlassen) dauert-0.1mm, Dabei handelt es sich um den für die Elektrode reservierten Funkenbearbeitungsspalt. Der Auswahlparameter für den Werkzeuglift (Halte das Werkzeug unten) ist ausgewählt, um das Werkzeug nicht anzuheben, weil das Werkzeug außerhalb der Kontur abgesenkt wird und festgestellt wird, dass sich das Werkzeug in einer sicheren Leerposition befindet, Es ist also nicht erforderlich, den Werkzeughub einzustellen. Um die Leerlaufzeit des Werkzeugs zu sparen und die Effizienz zu verbessern.
2. Trajektorienplanung des CNC-Bearbeitungsprozesses
Die Planung des Bearbeitungsprozesses der gebogenen dünnwandigen Elektrode hat entscheidenden Einfluss auf den Erfolg oder Misserfolg der Bearbeitung. Dieselbe CMC-Verarbeitungsmethode und dieselben Parametereinstellungen werden in unterschiedlichen Verarbeitungssequenzen ausgeführt, und die erzielten Ergebnisse sind völlig unterschiedlich. Prozessplan: grobe Fräsform, Bearbeitungsrahmen → Konturschruppen der gekrümmten Oberfläche → Endbearbeitung der gekrümmten Oberfläche → dünnwandige Form der Endbearbeitung.
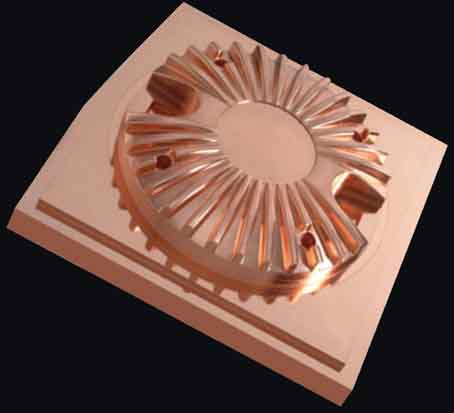
CNC-Bearbeitung der Oberfläche der Elektrode