 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
5-Achsbearbeitung von Basisteilen
Das leistungsstarke 5-Achs-CNC-Fräsbearbeitungszentrum, Das CNC-System verfügt über die Rotation des Raumkoordinatensystems und die Funktion zur Kompensation geneigter Werkzeuge, Dies bietet die Möglichkeit zur Bearbeitung einiger Teile, die eine geneigte Oberflächenbearbeitung und eine hohe Bearbeitungsgenauigkeit erfordern. Bei der Bearbeitung auf einer schiefen Ebene, Es ist schwierig, ein Bearbeitungsprogramm zu erstellen, da sich das Koordinatensystem im Raum ändert. Beim Programmieren muss der herkömmliche Programmier-Denkmodus durchbrochen werden, und spezielle Bearbeitung des Programms. In diesem Artikel wird dieses Problem im Zusammenhang mit der tatsächlichen Verarbeitung von Modellprodukten behandelt.
Solche Teile werden häufig im Produktionsprozess von Produkten angetroffen, und sie müssen geschlagen werden, gelangweilt, and milled on the inclined surface. Or it needs to be processed on several inclined surfaces with different directions and different slopes in the same clamping, und jede geneigte Fläche hat eine höhere geometrische Toleranzanforderung. The conventional method of processing such parts is to pull the head of the bed, Drehen Sie die Arbeitsfläche oder verwenden Sie eine modulare Vorrichtung. Wenn die Bearbeitungsrichtung oder Bearbeitungsposition unterschiedlich ist, eine zweite Klemmung und Neuausrichtung sind erforderlich, und der Verarbeitungsprozess ist äußerst umständlich. Aufgrund der Begrenzung der Spannpositionierung und der Werkzeugmaschine selbst, Die Bearbeitungsgenauigkeit der Teile kann nicht garantiert werden. Zum Beispiel, in the T×× table body processing, there are many holes on the inclined surface, und die speziell geformte Oberfläche ist nicht leicht zu klemmen, Die Positionierungsreferenz ist nicht gut, und die Fehlerhäufung durch Mehrfachspannung, Manchmal überschreitet der Lochrandfehler 1 mm.
Um das Verarbeitungsproblem dieser Art von Teilen zu lösen, durch kontinuierliche Erforschung und kontinuierliche Verbesserung der Prozessmethoden, kombiniert mit den vorhandenen Werkzeugmaschinen der Fabrik, Zur Lösung dieses Problems wurde ein fünfachsiges CNC-Fräsbearbeitungszentrum ausgewählt. Die ausgewählte Werkzeugmaschine verfügt über eine 5-Achsen-Verbindung. Zusätzlich zu 3 Linearachsen, es verfügt außerdem über zwei Drehachsen (C-Achse: -360°~360°) und Schwenkkopf (B-Achse: 0°~110°). Das verwendete Steuerungssystem ist FANUC160i, welches die Funktionen der Drehung des Raumkoordinatensystems und der Kompensation geneigter Werkzeuge hat.
Aus der Perspektive der Realisierung der Fasenverarbeitung, multiple bevels in different directions and different angles can be punched, langweilig, tapped, milled and other processes can be completed after one clamping. Reduzieren Sie die Anzahl der Spannzeiten, reduce labor intensity, shorten the production cycle of the product, and more importantly, improve the processing accuracy of the parts and ensure the consistency of product quality.
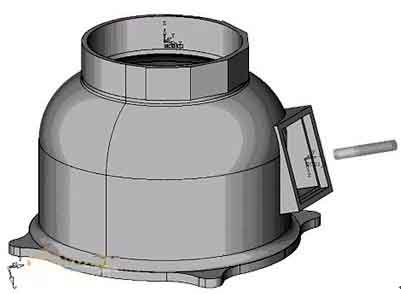
Take the processing of a certain base part as an example. The parts are shown below: To process this base, it can be seen that the machine tool should complete a 2-axis linkage interpolation on the XZ and YZ planes and a spindle head swing motion. Because to make the tool perpendicular to the machined surface, the spindle must complete a head swing movement. Der Einsatz eines rotierenden Kopfes bringt eine Reihe von Problemen bei der Mehrachsenbearbeitung mit sich, wie z. B. die Pendellänge. daher, Zur Vervollständigung ist es erforderlich, mehrachsige Programmiermittel zu verwenden. Die Programmierung und das Debuggen von Werkzeugmaschinen sind schwierig, was höhere Anforderungen an Programmierer und Maschinenbediener stellt. In praktischen Anwendungen, unter Berücksichtigung von Faktoren wie der Gewährleistung der Sicherheit der Werkzeugmaschine, Es ist notwendig, den Verarbeitungsprozess zu simulieren und mehrere Luftschnitte durchzuführen, um sicherzustellen, dass das Programm korrekt ist, bevor die formale Verarbeitung durchgeführt werden kann. Zusätzlich, Der Mehrachsen-Programmalgorithmus ist ziemlich kompliziert, und der Einfluss von Faktoren wie der Pendellänge muss berücksichtigt werden. Für eine bestimmte Werkzeugmaschine muss eine spezifische Nachbearbeitung erfolgen, but the post-processing is often due to the difference in algorithms and control positions, as well as the influence of calculation stability. The program obtained through software post-processing is often difficult to meet the requirements of the accuracy of part drawings in terms of control accuracy.
The analysis shows that the direct cause of the increase in programming difficulty is the appearance of the inclined plane. daher, if the machining plane can be made to coincide with the inclined plane, then this kind of problem will be transformed into a two-axis semi-processing programming problem, and the programming difficulty will be greatly reduced. daher, it is conceivable to use the coordinate system conversion function of the machine tool (G68 command) um die Bearbeitungsebene mit der schiefen Ebene zusammenfallen zu lassen. Der zweite Befehl zur Werkzeuglängenkompensation (G432) wird verwendet, um die Werkzeuglänge in vertikaler Richtung der schiefen Ebene zu addieren. Nach der oben genannten Verarbeitung, Das Problem der Abschrägungsbearbeitung wird zur Lösung in eine ebene Bearbeitung umgewandelt, Dadurch wird die Programmierschwierigkeit erheblich reduziert. Wenn Sie mehrere schiefe Ebenen gleichzeitig bearbeiten müssen, Sie müssen nur die C-Achse auf C0 drehen (die Nullposition des Arbeitstisches, Die Richtung der Nullposition stimmt mit der Schwenkrichtung der Spindel überein), und dann die Bearbeitung durch Drehen des Koordinatensystems und Erhöhen der Werkzeuglänge realisieren. Wenn die Verarbeitungsform relativ einfach ist, Die Programmierung kann manuell erfolgen. This makes it possible to realize the machining of multiple inclined surfaces, multiple positions, und mehrere Werkzeugwechsel in einer einzigen Aufspannung der CNC-Werkzeugmaschine.
The program structure is as follows:
%
N0100O0008 (program name)
N0102M6T1; (Werkzeugwechsel)
N0104G0G90G56X400Y200Z260B0C0; (Move to the reference point)
N0106G432X200Z150H1Bω; (add the knife length in the direction perpendicular to the inclined plane)
N0108M3S3000; (Spindle forward rotation)
N0110M8; (open cutting fluid)
N0112G68X188Y0Z60I0J1K0Rω; (Coordinate system conversion, ω is the angle of rotation of the main shaft from zero to perpendicular to the inclined plane)
……
N0200G69; (cancel coordinate system rotation)
N0202G492X200Z300; (Slope tool compensation canceled, move to a safe position)
N0204M9; (cutting fluid off)
N0206Cα; (C axis rotation, α ist der minimale Winkel zwischen der Vertikalen der n-ten zu bearbeitenden schiefen Ebene und der C0-Position)
N0208G0G90G56X400Y200Z260B0C0; (Move to the reference point)
N0210G432X200Z150H1Bωn; (add the knife length in the direction perpendicular to the inclined plane)
N0212G68X188Y0Z60I0J1K0Rωn; (Coordinate system conversion, ωn ist der Drehwinkel, wenn sich die Hauptwelle von Null in die Senkrechte zur Neigung dreht)
…
N0200G69; (cancel coordinate system rotation)
N0202G492X200Z300; (Slope tool compensation canceled, move to a safe position)
N0204M9; (cutting fluid off)
N0204M30; (Programm endet, Zurück zum Programmkopf)
Obwohl die Fasenbearbeitung in der obigen Diskussion erreicht wurde, es beschränkt sich auf das Bohren, langweilig, klopfen, und Fräsen auf der Fase. Die einfachen Formen aus Geraden und Bögen sind auf die manuelle Programmierung beschränkt. Wenn die Fräsform komplizierter ist. Wie zum Beispiel das Fräsen von Gleichungskurven, dreidimensional gekrümmte Oberflächen, und Schriftzug auf einer schiefen Ebene, wie man es programmiert?
Auch wenn diese ähnlichen Formen auf einer ebenen Fläche verarbeitet werden, Eine manuelle Programmierung ist nicht möglich, und es kann nur mit CAM-Software durchgeführt werden. Durch sorgfältiges Studium von Werkzeugmaschinen und CAM-Software, Eine Kombination aus Softwareprogrammierung und manueller Programmierung erwies sich als effektive Möglichkeit, die Bearbeitung und Programmierung solcher Teile abzuschließen.
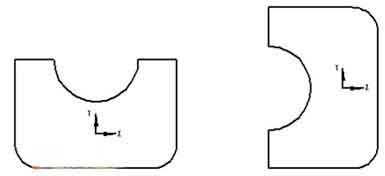
Die Analyse zeigt, dass dies bei der gewöhnlichen dreiachsigen Fräsprogrammierung der Fall ist, Die Richtung der Werkzeugachse verläuft immer senkrecht zur XOY-Ebene. Aber wenn die Spindel von der ursprünglichen vertikalen Richtung abweicht und die Werkzeugebene geneigt ist, Wie kann das auf der XOY-Ebene generierte Programm auf der schiefen Ebene korrekt ausgeführt werden?? Die Analyse zeigt, dass das Koordinatensystem zwar gedreht wurde, wenn die relative Position der Figur (A) im ursprünglichen Koordinatensystem und der zu bearbeitenden Form auf der schiefen Ebene (B) und die relative Position im neuen Koordinatensystem werden auf der XOY-Ebene konsistent gehalten . Dann kann das auf der XOY-Ebene generierte Programm direkt auf die Fasenbearbeitung angewendet werden.
Entsprechend dem Einfluss der Schwenkkopfbewegung der Werkzeugmaschine auf die Grafikposition, Die Analyse zeigt dies beim Zeichnen auf der XOY-Ebene, Die Grafiken sollten um 90° gegen den Uhrzeigersinn gedreht werden, wobei der Programmierursprung als Drehzentrum dient (Der Drehwinkel sollte entsprechend den spezifischen Bedingungen der Werkzeugmaschine bestimmt werden). Auf diese Weise, Die grafische Position in der CAM-Software wird mit der tatsächlichen Bearbeitungsposition konsistent gehalten. Durch Hinzufügen und Ändern des Programmkopfes und des Programmendes, das ist, Hinzufügung der Koordinatensystemkonvertierung und der Kompensation geneigter Werkzeuge, Softwareprogrammierung und manuelle Programmierung werden kombiniert. Dies ermöglicht die Bearbeitung beliebiger komplexer Formen wie beispielsweise das Fräsen von Gleichungskurven, dreidimensional gekrümmte Oberflächen, und Schriftzug auf der geneigten Fläche.
5-Achsenfräsgleichungskurve auf schiefer Ebene, dreidimensionale Oberfläche
Durch die tatsächliche Bearbeitungsüberprüfung, Es wird bestätigt, dass die Methode innerhalb des zulässigen Bereichs der Maschinenfunktion und des Hubs liegt, und die Programmierung dieser Methode kann die Bearbeitungsprogrammierung jeder komplizierten Form auf jeder geneigten Ebene realisieren.
Die folgende Abbildung zeigt ein Beispiel für die Bearbeitung einer dreidimensional gekrümmten Fläche auf einer 52° geneigten Ebene:

Bearbeitung dreidimensional gekrümmter Oberflächen