 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Før design af 5-akset fræseværktøjsbane, systemnøjagtigheden af CAD 3D-modellen bør indstilles så højt som muligt. Især ved modelkonvertering mellem forskellige CAD-systemer, CATIA (*.model) format og Parasolid (*.x_t) format foretrækkes til datakonvertering. For det andet, bruge IGES-format til datakonvertering. Når du bruger IGES-formatet, systemnøjagtigheden bør generelt ikke være mindre end 0,01 mm. Især når der udføres fem-akset højhastighedsskæring af præcisionsdele, modellens nøjagtighed og nøjagtigheden af værktøjsinterpolation har en vigtig indflydelse på outputtet af værktøjsstien.
Numerical control processing of spatial curved surface involves a lot of content, especially when it comes to 5-axis processing. The five-axis machining involves key technologies such as machining guide surface, interference surface, trajectory restriction area, tool advance and retreat, and tool axis vector control. The basis of four-axis and five-axis machining is to understand the vector change of the tool axis. One of the key technologies for 4-axis and 5-axis machining is how the vector of the tool axis (the axis vector of the tool axis) changes in space. The vector change of the tool axis is realized by the swing of the swing table or spindle. For fixed-axis milling where the vector does not change, the product can be processed by 3-axis milling. Nøglen til 5-akset bearbejdning er at kontrollere den konstante ændring af værktøjsaksevektoren i rummet eller få værktøjsaksevektoren og maskinens oprindelige koordinatsystem til at danne en vis vinkel i rummet, og brug siden eller nederste kant af fræseren til at skære. Vektorændringsstyringen af værktøjsaksen har generelt flere metoder som vist i figuren 3:

Nøglepunkter i 5-akset værktøjsbanedesign
① Linje: Vektorretningen af værktøjsaksen er parallel med en fast vinkel dannet af en ret linje i rummet;
② Mønsteroverflade: Overfladenormalen er, at værktøjsaksens vektor altid peger mod overfladens normale retning;
③ Fra punkt: Vektoren af punktstyringsværktøjets akse er langt væk fra et bestemt punkt i rummet; Topoint: Vektoren af værktøjsaksen peger på et punkt i rummet;
④ Spåndriver: Vektoren af værktøjsaksen ændrer sig langs den regerede retning af rumfladen (overfladen er regeret);
⑤ Vektor kontinuerlig interpolationsstyring af værktøjsaksen. Fra synspunktet af vektorstyringstilstanden for den ovennævnte værktøjsakse, skæretilstanden for 5-akset CNC fræsning kan udføre en rimelig planlægning af værktøjsbanedesign i henhold til den faktiske produktbehandling.
Sammenligning af 3-akset kobling og 5-akset koblingsbehandling produktbehandling
UGII / Konturfræsning Ved treakset højhastighedskonturfræsning, bueovergangen mellem værktøjsbaner. Højhastighedsfræsestøtte: Den lagdelte konturbearbejdning, der leveres af systemet, bruges ved højhastighedsfræsning. Hjørnerne er overført i form af afrundede hjørner for at undgå 90 graders skarp rotation (højhastigheds lejligheder er nemme at beskadige styreskinnen og motoren). På samme tid, spiraltilførsel og tilbagetog er vedtaget, og systemet giver også flere metoder såsom surround for at understøtte generationsstrategien for højhastighedsbearbejdningsværktøjsbane. UGII / Variabel akse fræsning Modulet med variabel akse fræsning understøtter fast akse og multi-akse fræsefunktioner. Enhver geometri genereret i UGII-modelleringsmodulet kan behandles, og korrelationen af hovedmodellen kan opretholdes. Dette modul giver 3~5 akse fræsefunktioner, der er blevet verificeret af mange års ingeniørbrug, og giver værktøjsaksekontrol, funktioner til valg af værktøjsfremføringstilstand og værktøjsbanegenerering. Vektorstyringsmodus og bearbejdningsstrategi for værktøjsaksen.
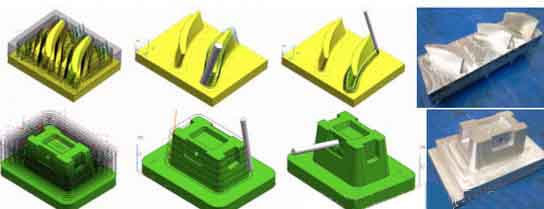
UGII / Sekventielt fræsningsmodul kan realisere styringen af hvert trin i værktøjsstigenereringsprocessen, understøtter 2~5-akset fræsningsprogrammering, og er fuldstændig relateret til UGII-mastermodellen. På en automatiseret måde, den opnår absolut kontrol svarende til APT direkte programmering, giver brugerne mulighed for interaktivt at generere værktøjsstier sektion for sektion, og bevare kontrol over hvert trin i processen. Den medfølgende cyklusfunktion giver brugerne mulighed for kun at definere de inderste og yderste værktøjsbaner på en bestemt overflade, og modulet genererer automatisk mellemtrin. Dette modul er et unikt UGII-modul med funktioner som automatisk rodrensning i UGII CNC-bearbejdningsmodulet, og er velegnet til svær CNC-programmering. Som vist i figur 4, værktøjsbanerne for 3-akset koblings- og 5-akset koblingsbearbejdning og den faktiske produktbearbejdning vises hhv..