 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Det er uetisk at “tale om præcision uden selve CNC-værktøjsmaskinen”. Hvis man siger det “præcisionen af en fem-akset CNC-værktøjsmaskine vil helt sikkert være højere end den for en tre-akset CNC-værktøjsmaskine”, så er det helt på papiret. Det er fuldt ud muligt, at avancerede tre-aksede værktøjsmaskiner har et højere bearbejdningsnøjagtighedsindeks end almindelige fem-aksede værktøjsmaskiner.
Den 3-aksede værktøjsmaskine indeholder tre lineære akser, x, Y, og Z, and its structure is relatively simple. During the processing of the 3-axis machining center, the direction of the tool axis will not change, the motion mode is also limited, and the programming is relatively simple.
On the surface, a 5-axis machine tool has two more rotation axes than a three-axis machine tool. Det er, in addition to the three linear axes of X, Y, og Z, a 5-axis machine tool also includes two of the A, B, and C rotation axes around the three linear axes of X, Y, and Z respectively. Mainly include the following combinations:
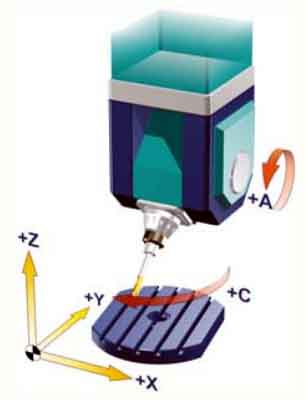
5-axis single turntable type – 5-axis single pendulum head type
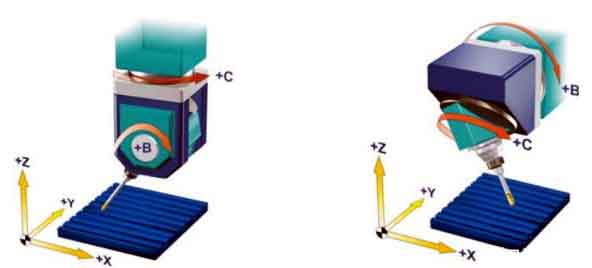
5-akse drejehoved type (venstre) og 5-akset vippedrejehoved type (højre)
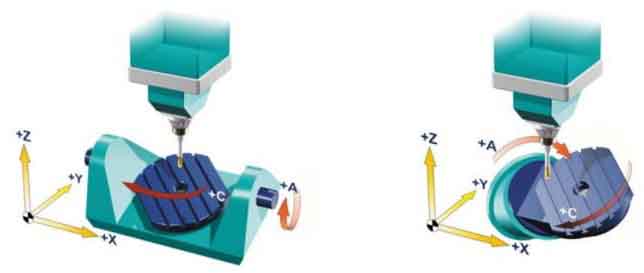
5-axis swivel type (venstre) og 5-akset vippesvirvel type (højre)
Det “5-akse vippehoved” nævnt i figuren betyder, at der er en roterende akse, der ikke er vinkelret på de tre lineære akser, hvilket er relativt sjældent. Dens bevægelsesforhold er mere kompliceret, men dens struktur er forholdsvis kompakt, og dens dynamiske og statiske stivhed er bedre.
Forskellen mellem tre-akser og fem-akser afspejles hovedsageligt i behandlingskapaciteten. En 5-akset værktøjsmaskine kan udføre arbejdet som en 3-akset værktøjsmaskine, men den tre-aksede maskine kan ikke fuldføre arbejdet med en fem-akset værktøjsmaskine. Dette viser, at eksistensen af to roterende akser giver den fem-aksede værktøjsmaskine stærkere bearbejdningsmuligheder.
Fordelene ved femaksen afspejles hovedsageligt i de følgende punkter:
1. Reducer antallet af fastspændinger. På grund af eksistensen af to roterende aksler i den fem-aksede værktøjsmaskine, værktøjet kan nærme sig arbejdsemnet fra enhver retning, og en fastspænding kan realisere behandlingen af alle overflader undtagen monteringsfladen. “Reducer antallet af spændetider” kan beskrives som to mål for jagten på højeffektiv og højpræcisionsbearbejdning. På den ene side, at reducere antallet af spændetider kan spare tid, reducere arbejdskraftens intensitet, og forbedre behandlingseffektiviteten;
På den anden side, det er muligt at minimere mulige fejl forårsaget af fastspænding og sikre behandlingsnøjagtighed.
2. Oprethold værktøjets bedste skæretilstand. På grund af brugen af en fem-akset værktøjsmaskine, værktøjet kan nærme sig arbejdsemnet fra enhver retning, så værktøjet kan skære emnet i den mest passende vinkel. It can also improve processing efficiency and processing quality.
3. Effectively avoid interference between tools. Also because of the existence of two rotating axes of a five-axis machine tool, værktøjet kan nærme sig arbejdsemnet fra enhver retning, making the processing path flexible and changeable. Can effectively avoid the interference problem in the processing process.
4. Shorten the development cycle. This is also the effect that is naturally achieved after the quality and efficiency are improved.