 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Dimensioner af bearbejdede dele tegninger: standardtolerancer og grundlæggende afvigelser, overfladeruhed, nøjagtighed, fladhed, position, parallelitet, koaksialitet, etc.
| Form- og positionstolerance | Stillingsgrad | Parallelisme | Koncentricitet | Lodrethed | Fuld hop nøjagtighed | Symmetri | Fladhed | Cylindricitet | Rundhed | Ruhed |
| symbol | ||||||||||
| målenøjagtighed | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | Ra0,01 |
| Bearbejdningsnøjagtighed | 0.03 | 0.005 | 0.005 | 0.01 | 0.01 | 0.01 | 0.002 | 0.01 | 0.005 | Ra0,04 |
Symbol for overfladeruhed af dele
Konceptet med en del overfladeruhed
Der er toppe og dale med små mellemrum på overfladen af delen, og de mikrogeometriske karakteristika, der dannes af det, kaldes overfladeruhed. Ved CNC-bearbejdning af dele, det dannes på grund af værktøjsmærkerne efterladt af værktøjet på overfladen af delen og den plastiske deformation af overflademetallet ved CNC-skæring og -skæring.
Overfladeruheden af dele er også et teknisk indeks til vurdering af overfladekvaliteten af dele. Det har indflydelse på de matchende egenskaber, arbejdsnøjagtighed, Modstandsdygtighed, korrosionsbestandighed, forsegling, udseende, etc. af delene.
Koden, symbol og mærke for overfladeruhed
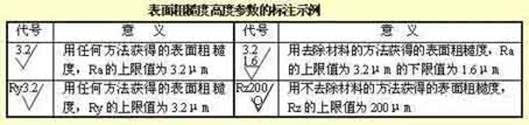
GB/T 131-1993 specificerer overfladeruhedskoden og dens notation. Symbolerne på tegningen, der angiver overfladeruheden af dele, er vist i tabellen nedenfor.
Evalueringsparametrene for overfladeruhed af dele er:
1) Den aritmetiske middelafvigelse af konturen (Ra)
Inden for prøveudtagningslængden, det aritmetiske middelværdi af den absolutte værdi af konturforskydningen. Værdien af Ra og prøveudtagningslængden l. Se tabel.
2) Maksimal profilhøjde (Rz)
Afstanden mellem den øverste linje af konturtoppen og den nederste linje af konturtoppen inden for prøveudtagningslængden.
Bemærkninger: Ra-parameteren foretrækkes, når den bruges.
Mærkningskrav til overfladeruhed
1) Eksempel på kodemærkning af overfladeruhed
Når overfladeruhedshøjdeparametrene Ra, Rz, Ry er markeret med numeriske værdier i koden, bortset fra at parameterkoden Ra kan udelades. De øvrige parametre skal markeres med den tilsvarende parameterkode Rz eller Ry før parameterværdien. Se tabellen for mærkningseksempler.
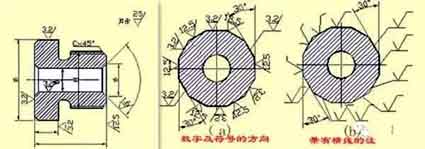
2) Metoden til at markere tallene og symbolerne i overfladeruheden af overfladeruheden
Markeringsmetode for overfladeruhedssymboler på tegninger
1) Overfladeruhedskoden (symbol) skal generelt noteres på den synlige konturlinje, størrelsesgrænselinjen eller deres forlængelseslinje, og spidsen af symbolet skal pege mod overfladen fra ydersiden af materialet.
2) Retningen af tallene og symbolerne i overfladeruhedskoden skal markeres efter behov.
2) Maksimal profilhøjde (Rz)
Afstanden mellem den øverste linje af konturtoppen og den nederste linje af konturtoppen inden for prøveudtagningslængden.
Bemærkninger: Ra-parameteren foretrækkes, når den bruges.
Mærkningskrav til overfladeruhed
1) Eksempel på kodemærkning af overfladeruhed
Når overfladeruhedshøjdeparametrene Ra, Rz, Ry er markeret med numeriske værdier i koden, bortset fra at parameterkoden Ra kan udelades. De øvrige parametre skal markeres med den tilsvarende parameterkode Rz eller Ry før parameterværdien. Se tabellen for mærkningseksempler.
2) Metoden til at markere tallene og symbolerne i overfladeruheden af overfladeruheden
Markeringsmetode for overfladeruhedssymboler på tegninger
1) Overfladeruhedskoden (symbol) skal generelt noteres på den synlige konturlinje, størrelsesgrænselinjen eller deres forlængelseslinje, og spidsen af symbolet skal pege mod overfladen fra ydersiden af materialet.
2) Retningen af tallene og symbolerne i overfladeruhedskoden skal markeres efter behov.
Mærkningseksempel på overfladeruhed
På samme tegning, hver overflade er generelt markeret med en kode (symbol) kun én gang, og så tæt på den relevante dimensionslinje som muligt. Når pladsen er smal, eller det er ubelejligt at mærke, det kan føre til etiketten. Når alle delenes overflader har samme krav til overfladeruhed, de kan markeres ensartet i øverste højre hjørne af tegningen. Når de fleste af delenes overflader har samme krav til overfladeruhed, den mest brugte kode (symbol) kan markeres i øverste højre hjørne af tegningen samtidig, og ordet “resten” skal tilføjes. Højden af den ensartet markerede overfladeruhedskode (symbol) og forklarende tekst bør være 1.4 gange tegningsmærket.
Kontinuerlige overflader på dele, overflader af gentagne elementer (såsom huller, tænder, riller, etc.), og den samme overflade, der ikke er sammenhængende med tynde faste linjer. Overfladeruhedskoden (symbol) nummer noteres kun én gang.
Når der er forskellige krav til overfladeruhed på samme overflade, tynde ubrudte linjer skal bruges til at tegne skillelinjen, og den tilsvarende overfladeruhedskode og størrelse skal noteres.
Når tanden (tand) formen er ikke tegnet på gearets arbejdsflade, tråde, etc., overfladeruhedskoden (symbol) notationsmetode.
Arbejdsfladen af centerhullet, kilesporets arbejdsflade, affasningens overfladeruhedskode, og det afrundede hjørne kan forenkles og markeres.
Når delene skal være delvist varmebehandlet eller delvist belagt (belagt), tykke stiplede linjer skal bruges til at tegne området og markere de tilsvarende dimensioner. Det kan også skrives på den vandrette linje på langsiden af overfladeruhedssymbolet.
Tal og symboler i overfladeruhed
Standardtolerance og grundafvigelse
5. Standardtolerance og grundafvigelse
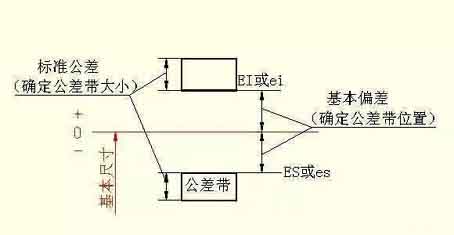
For at lette produktionen, realisere udskifteligheden af dele og opfylde forskellige brugskrav, den nationale standard “Grænser og passer” foreskriver, at tolerancezonen er sammensat af to elementer: standardtolerance og grundafvigelse. Standardtolerancen bestemmer størrelsen af tolerancezonen, og den grundlæggende afvigelse bestemmer placeringen af tolerancezonen.
1) Standard tolerance (DET)
Standardtoleranceværdien bestemmes af grundstørrelsen og toleranceklassen. Toleranceniveauet er et mærke til at bestemme nøjagtigheden af størrelsen. Standardtolerancen er opdelt i 20 niveauer, nemlig, IT01, IT0, IT1, …, IT18. Dens størrelsespræcision falder fra IT01 til IT18. Specifikke værdier for standardtolerancer kan findes i de tilsvarende standarder.
Grundlæggende afvigelse af CNC-bearbejdning
2) Grundlæggende afvigelse
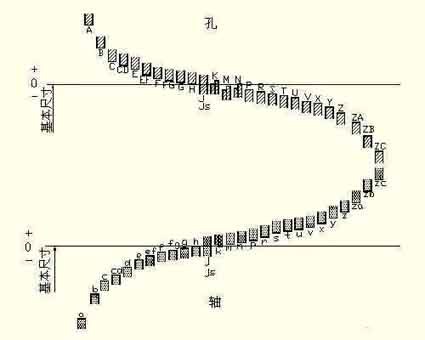
La desviación básica se refiere a la desviación superior o inferior de la zona de tolerancia con respecto a la posición de la línea cero en el límite y ajuste estándar, y generalmente se refiere a la desviación cerca de la línea cero. Cuando la zona de tolerancia está por encima de la línea cero, la desviación básica es la desviación más baja; Por el contrario, es la desviación superior. Hay 28 desviaciones básicas en total, y los nombres de los códigos se expresan en letras latinas, con mayúsculas como agujero y minúsculas como eje.
It can be seen from the basic deviation series diagram:
The basic deviation A~H of the hole and the basic deviation k~zc of the shaft are the lower deviation; Grundafvigelsen K~ZC for hullet og grundafvigelsen a~h for akslen er den øvre afvigelse; Tolerancezonerne for JS og js er symmetrisk fordelt på begge sider af nullinjen, og de øvre og nedre afvigelser af hullet og skaftet er henholdsvis +IT/2 og -IT/2. Grundafvigelsesseriediagrammet viser kun positionen af tolerancezonen, ikke størrelsen af tolerancen. Derfor, den ene ende af tolerancezonen er en åbning, og den anden ende af åbningen er defineret af en standardtolerance.
Den grundlæggende afvigelse og standardtolerance, i henhold til definitionen af dimensionel tolerance, har følgende beregningsformler:
ES=EI+IT eller EI=ES-IT
ei=es-IT eller es=ei+IT
Tolerancezonekoden for hullet og skaftet er sammensat af den grundlæggende afvigelseskode og tolerancezonegradskoden.