 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Rømme er at bruge et rømmebor til yderligere at bearbejde det borede hul for at forstørre huldiameteren og forbedre nøjagtigheden og reducere overfladeruhedsværdien. De dimensionelle tolerancegrader, der kan opnås ved oprømning, er IT11~IT10. Overfladeruhedsværdien er Ra12,5~6,3μm. Det hører til halvbearbejdningsmetoden for huller, som ofte bruges som forbehandling inden oprømning, og kan også bruges som slutbearbejdning af huller med lav præcision.
Oprømningsmetoden er vist i figur 7-4, og rømmegodtgørelsen (D-d) kan ses i tabellen. Rammens form varierer med diameteren. Diameteren på Φ10~Φ32 er en konisk skaftrømmer, som vist i figur 7-5a. Diameteren på Φ25~Φ80 er en rømmeboremaskine af ærmetype, som vist i figur 7-5b.
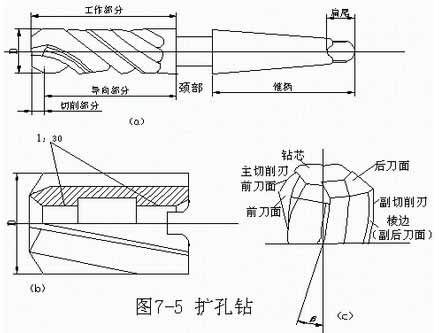
Oprømmerens struktur
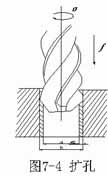
Metode til oprømning
Sammenlignet med spiralboret, strukturen af oprømmeboret har følgende egenskaber:
1. God stivhed. På grund af den lille skæremængde af rømmehullet og færre spåner, spånlommerne på rømmeboret er lavvandede og smalle, og borekernens diameter er større, hvilket øger stivheden af den arbejdende del af rømmeboret.
2. God orientering. Rømmeboret har 3 til 4 tænder, antallet af kanter omkring værktøjet øges, og den styrende effekt er relativt forstærket.
3. Chiptilstanden er bedre. Rømmeren har ingen mejselkant til at deltage i skæringen, og skæringen er rask. Større fremføringshastighed kan bruges, højere produktivitet;
Også, på grund af færre chips, spånfjernelse er glat, og den bearbejdede overflade bliver ikke let ridset.
Derfor, sammenlignet med boring, oprømning har højere bearbejdningsnøjagtighed, lavere overfladeruhedsværdi, og kan i et vist omfang rette aksefejlen ved boring. Ud over, værktøjsmaskinen, der er egnet til oprømning, er den samme som til boring.