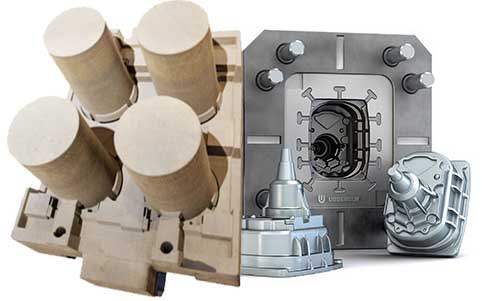
Trykstøbning af aluminium refererer til aluminiumsdele af rent aluminium eller aluminiumslegering opnået ved støbning. Generelt, en sandform eller en metalform bruges til at hælde det opvarmede flydende aluminium eller aluminiumslegering i formhulrummet, og de opnåede aluminiumsdele eller aluminiumslegeringsdele af forskellige former og størrelser kaldes sædvanligvis aluminiumsstøbegods.
Aluminium trykstøbning teknologi
Aluminiumsstøbning er en moderne støbeteknologi
Den komplekse støbning af aluminiumsstøbegods er en slags lavtryksstøbeteknologi med elektromagnetisk pumpe som kernen. Den sammensatte rensningsteknologi til aluminiumssmeltning og -støbning er en ny teknologi i kernen af aluminiumsstøbeindustrien, en moderne teknologi til fremstilling af højkvalitets aluminiumsstøbegods. Det elektromagnetiske pumpe lavtryksstøbte smeltet metal transmissionssystem har et stabilt flow og bekvem flowkontrol. Fordelen ved at lette sugeprocessen af smeltet aluminiumoxid og nem realisering er automatiseringen af brugsprocessen, hvilket ikke kun forbedrer støbekvaliteten af aluminiumsstøbegods, men forbedrer også arbejdsmiljøet. Reducer arbejdsintensiteten, realisere automatisering og moderne støbeproduktion.
En vigtig del af rensningen af smeltede emaljelegeringsstøbegods er aluminiumssmeltnings- og kompositrensningsfaciliteterne foruden gasinjektion og spin-skum keramiske filtre med høj afgasning, medmindre ydeevnen af metal indeslutninger. Ud over, den bruger et nyt langtidsholdbart foringsmateriale og har et uafhængigt varmekonserverings-/opvarmningssystem, der kan bruges til et stort antal kontinuerlige produktioner, samt intermitterende produktion. Rensningsteknologien til smeltet aluminium i denne teknologi er høj i effektivitet, langt liv, lavpris, effektiv, let at installere, anvendelig og fleksibel. Støbeerfaring fortæller os, at kvaliteten af aluminiumsstøbegods til at løse komplekse problemer er i tre hovedaspekter:
(1) Smeltning og smeltning af smeltet aluminium,
(2) Glat overgang af smeltet aluminium metalhalogen lampe
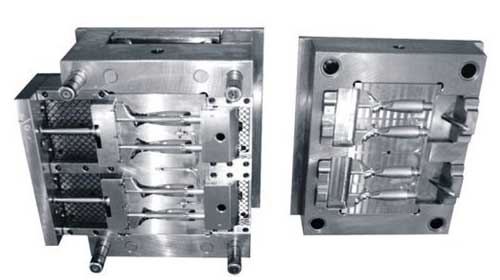
(3) Størrelsen og stabiliteten af form- og sandkerneprocessen.
Modellering af kernefremstillingsprocesser kan se, at støbekvalitet og output har en direkte indflydelse. Støbeporøsitet, klæbrigt sand, ar, termisk revnedannelse, overfladekvalitet, dimensionel nøjagtighed, og sand ydeevne har et meget godt forhold. Den nye teknologi til modellering og fremstilling er PEPSET. Kerneharpiksbindemidlet, der bruges i det originale zirkoniumsandsand, har en uafhængig, ikke-hærdende kemisk reaktionsmekanisme i begyndelsen fra hårdt sand til hårdt sand. Det er tid til at begynde at hærde, når hærdningsreaktionen starter hurtigt. I en hård, høj styrke, gas fedt kollaps lille, god ydeevne er kompleksiteten af støbeoverfladen, dimensionel nøjagtighed og kvalitetsstabilitet.
Ydeevne og anvendelse af aluminium trykstøbning
Støbt aluminiumslegering har nogle fordele, som andre støbegods ikke kan matche, såsom smukt udseende, let vægt, korrosionsbestandighed, etc., hvilket gør det bredt begunstiget af brugerne. Især siden bilernes lette vægt, støbegods af aluminiumslegeringer er blevet brugt i vid udstrækning i bilindustrien.
Densiteten af støbt aluminiumslegering er lavere end for støbejern og støbestål, men dens specifikke styrke er højere. Derfor, brugen af aluminiumslegeringsstøbegods under samme belastningsforhold kan reducere vægten af strukturen. Derfor, støbegods af aluminiumslegeringer er meget udbredt i luftfartsindustrien, fremstilling af kraftmaskiner og transportmaskiner. Aluminiumslegering har god overfladeglans og god korrosionsbestandighed i atmosfæren og ferskvand, så det har en bred vifte af anvendelser til fremstilling af civile redskaber. Rent aluminium har god korrosionsbestandighed i oxiderende syremedier såsom salpetersyre og eddikesyre, så aluminiumsstøbegods har også visse anvendelser i den kemiske industri. Rent aluminium og aluminiumslegeringer har god varmeledningsevne. De bruges i varmevekslingsenheder, der bruges i kemisk produktion, og dele, der kræver god varmeledningsevne på kraftmaskiner. For eksempel, cylinderhoveder og stempler i forbrændingsmotorer er også velegnede til fremstilling af aluminiumslegering.
Aluminiumslegering har gode støbeegenskaber. På grund af det lave smeltepunkt (smeltepunktet for rent aluminium er 660.230C, støbetemperaturen af aluminiumslegering er generelt omkring 730-750C). Det kan være meget brugt type metalstøbning og trykstøbning og andre metoder til at øge den iboende kvalitet af støbningen, graden af dimensionsnøjagtighed og overfladefinish og produktivitet. På grund af den høje latente størkningsvarme af aluminiumslegering, størkningsprocessen af smeltet aluminium varer meget længere end støbestål og støbejern under samme vægt. Det har god likviditet og er befordrende for støbning af tyndvæggede og komplekst strukturerede støbegods.
Støbte aluminiumslegeringer har mange fordele, gør det til et af de mest populære støbeprodukter til udviklingsretningen for støbeindustrien og indkøbskunder. I fremtiden, med fremme af aluminiumslegeringsstøbeteknologi, den vil vise sin stil på en større scene.
 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe