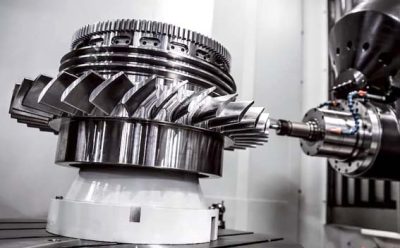
Fræsning refererer til brugen af roterende multi-edge værktøjer til at skære emner, og er en yderst effektiv behandlingsmetode. Når du arbejder, værktøjet roterer (gør hovedbevægelsen), og arbejdsemnet bevæger sig (foderbevægelsen). Arbejdsemnet kan også fikseres, men det roterende værktøj skal også bevæge sig (at fuldføre hovedbevægelsen og foderbevægelsen på samme tid). De værktøjsmaskiner, der bruges til fræsning, er horisontale fræsemaskiner eller vertikale fræsemaskiner, samt store portalfræsere. Disse værktøjsmaskiner kan være almindelige værktøjsmaskiner eller CNC værktøjsmaskiner. Brug en roterende fræser som skæreværktøj. Fræsning udføres generelt på en fræsemaskine eller en boremaskine. Velegnet til behandlingsplan, riller, forskellige formflader (blomsternøgle, gear og gevind) og specialformet overflade af formen og lignende.
 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe