Generel teknisk kode for drejning af metal (JB/T9168.2-1998)
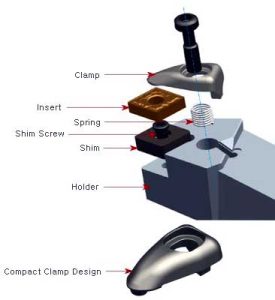
Opspænding af drejeværktøj
1) Skaftet på drejeværktøjet må ikke strække sig for langt fra værktøjsholderen, og den generelle længde bør ikke overstige 1.5 gange værktøjsskaftets højde (undtagen vendehuller, riller, etc.)
2) Centerlinjen på drejeværktøjets værktøjsstang skal være vinkelret eller parallel med skæreretningen.
3) Justering af værktøjsspidsens højde:
(1) Når endefladen drejes, drejning tilspidset overflade, drejetråd, drejning af formningsflade og skæring af faste emner, værktøjsspidsen skal generelt have samme højde som arbejdsemnets akse.
(2) Grov drejning af den ydre cirkel, fin drejning af hullet, og værktøjsspidsen skal generelt være lidt højere end arbejdsemnets akse.
(3) Ved drejning af slanke akselstifter, grove drejehuller, og skæring af hule emner, værktøjsspidsen skal generelt være lidt lavere end arbejdsemnets akse.
4) Halveringspunktet for næsevinklen på gevinddrejningsværktøjet skal være vinkelret på emnets akse.
5) Ved fastspænding af drejeværktøjet, shims under værktøjsbjælken skal være små og flade, og skruerne til at presse drejeværktøjet skal strammes.
Fastspænding af drejebeslagsdele
1) Når du bruger en tre-kæber selvcentrerende borepatron til at fastspænde et emne til grovdrejning eller færdigdrejning, hvis emnets diameter er mindre end 30 mm, arbejdsemnets udhængslængde bør ikke være større end 5 gange diameteren. Hvis emnets diameter er større end 30 mm, arbejdsemnets udhængslængde bør ikke være større end 3 gange diameteren.
2) Ved brug af fire-kæber enkeltvirkende borepatron, frontplade, vinkeljern (bøjet plade), etc. at fastspænde uregelmæssige og tunge emner, skal der tilføjes en modvægt.
3) Ved bearbejdning af akseltap-emnestykker mellem fingerbøjler, juster tailstockens midterakse, så den falder sammen med drejebænkens spindelakse, før du drejer.
4) Ved bearbejdning af et slankt skaft mellem to fingerbølsbeslag, værktøjsholderen eller centerholderen skal bruges. Vær opmærksom på at justere den øverste tilspændingskraft under forarbejdningen, og dødpunktet og midterrammen skal smøres.
5) Ved brug af tailstock, forlænge ærmet så kort som muligt for at reducere vibrationer.
6) Ved fastspænding af et emne med en lille støtteflade og høj højde på en lodret bil, brug en hævet kæbe og tilføj en trækstang eller en trykplade til den passende position for at komprimere emnet.
7) Ved drejning af hjul- og muffestøbninger og smedegods, de skal justeres efter den ubehandlede overflade for at sikre ensartet vægtykkelse efter forarbejdning.
Drejeproces af hardwaredele
1) Ved drejning af den trinformede aksel på drejebordet, for at sikre stivheden under drejning, generelt skal positionen med den største diameter drejes først, og positionen med den mindre diameter skal vendes senere.
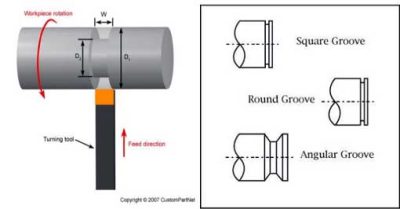
2) Ved rilling af emnet på akslen, det skal udføres før efterbehandling for at forhindre deformation af emnet.
3) Når du er færdig med at dreje en gevindaksel, generelt bør du afslutte den ugevindede position efter trådning.
4) Før boring, arbejdsemnets endeflade skal vendes fladt. Hvis det er nødvendigt, bor det midterste hul først.
5) Ved boring af dybe huller, bor generelt pilothuller først.
6) Ved vending (Φ10—Φ20) ㎜ huller, diameteren af værktøjsstangen skal være 0,6-0,7 gange den behandlede huldiameter;
Ved bearbejdning af huller med en diameter større end Φ20mm, generelt skal værktøjsholderen med drejehovedet bruges.
7) Ved drejning af flere tråde eller flere orme, prøv at skære efter justering af gearene.
8) Ved brug af en automatisk drejebænk, juster den relative position af værktøjet og emnet i henhold til værktøjsmaskinens justeringskort. Efter at justeringen er afsluttet, prøvedrejning er påkrævet, og den første del kan kun behandles, når den er kvalificeret;
Vær opmærksom på værktøjsslid og emnestørrelse og overfladeruhed til enhver tid under bearbejdningen.
9) Når du tænder for en lodret drejebænk, efter at værktøjsstolpen er justeret, strålen kan ikke flyttes efter ønske.
10) Når den relevante overflade af emnet har krav til positionstolerance, prøv at fuldføre drejningen i én fastspænding.
11) Ved drejning af det cylindriske gearemne, hullet og referenceendefladen skal bearbejdes i én fastspænding. Hvis det er nødvendigt, en markeringslinje skal tegnes nær gearindekscirklen på endefladen.
 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe