Turning refers to lathe processing, which is a part of mechanical processing. Lathe processing mainly uses turning tools for precision turning of rotating parts. Lathes are mainly used for machining shafts, diske, sleeves and other rotating or non-rotating parts with a rotating surface. It is the most widely used type of machine tool processing equipment in machinery manufacturing and repair factories.
CNC drejebænk er en højteknologisk behandlingsmetode for præcisionshardwaredele. Forskellige typer materialer kan bearbejdes: 316, 304 rustfrit stål, kulstofstål, legeret stål, legeret aluminium, zinklegering, titanlegering, kobber, jern, plast, akryl, POM, UHWM og andre råvarer. Det kan forarbejdes til en kompleks struktur af firkantede og runde dele.
Technical problems of CNC turning
Turning processing is one of the most widely used in the machine manufacturing industry. The number of lathes is large, the staff is large, the processing range is wide, and the tools and fixtures used are numerous. Derfor, the safety technology of CNC turning processing is particularly important. Its key tasks are as follows:
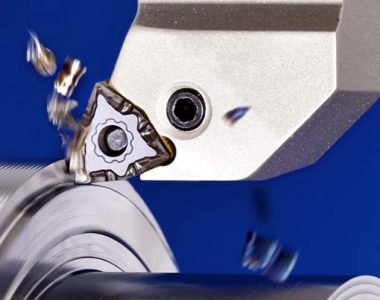
1. Damage from cutting chips and protective measures. The steel materials of various parts processed on the lathe have good toughness, and the chips produced during turning are full of plastic curl and have sharp edges. During high-speed cutting of steel parts, red hot and long chips are formed, which are very easy to hurt people. På samme tid, it is often wound on the workpiece, turning tool and tool holder. Derfor, iron hooks should be used to clean or pull out in time during work, and stop to clean when necessary, but never remove or pull off by hand. In order to prevent chip damage, chip breaking, chip flow control measures and various protective baffles are often taken. The chip breaking measure is to grind chip breakers or steps on the turning tool; Use appropriate chip breakers and mechanical clamping tools.
2, Clamping of the workpiece.
In the process of turning, there are many accidents caused by improper clamping of the workpiece: such as damage to the machine tool, broken or broken tool, and the workpiece falling or flying out of the accident. Derfor, in order to ensure the safe production of turning processing, special attention must be paid when clamping the workpiece. Choose suitable fixtures for parts of different sizes and shapes. Regardless of the three-jaw, four-jaw chuck or special fixture and the main shaft connection must be stable and reliable. The workpiece should be clamped and clamped, and the sleeve can be used for clamping large workpieces. Ensure that the workpiece does not shift, fall off, or throw out when the workpiece is rotated at high speed and subjected to cutting force. Hvis det er nødvendigt, use top clamps, center frames, etc. to enhance clamping. Remove the handle immediately after the card is tightened.
3. Safe operation of lathe.
Before working, check the machine tool thoroughly and confirm it is good before use. The clamping of the workpiece and the tool ensures the correct position, firmness and reliability. During the machining process, the equipment must be stopped when changing tools, loading and unloading workpieces, and measuring workpieces. Do not touch the workpiece or wipe it with cotton silk when rotating. It is necessary to select the cutting speed, feed rate and cutting depth appropriately, and no overload processing is allowed. Workpieces, fixtures and other sundries must not be placed on the top of the lathe, the tool rest, and the bed. When using a file, move the turning tool to a safe position, with your right hand in front and your left hand in the back to prevent the sleeves of your clothes from getting caught. The machine tool must have a dedicated person responsible for use and maintenance, and other personnel must not use it.
 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe