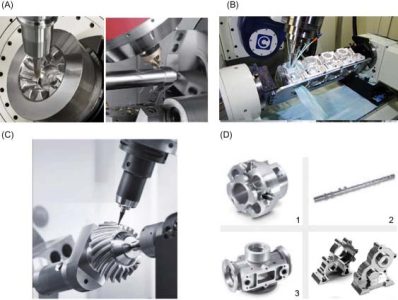
CNC milling is a high-tech processing method for precision parts, which can be processed into parts with complex structures combined with square and circular shapes.
CNC-fræseren kan behandle komplekse former af roterende legemer. I fræsning, emnet er først fikset, og en højhastigheds roterende fræser bruges til at flytte emnet på emnet for at fræse den nødvendige form og funktioner ud. Traditionel fræsning bruges mest til at fræse simple formelementer såsom konturer og riller. CNC-fræseren kan behandle komplekse former og funktioner. Fræse- og borebearbejdningscentret kan udføre tre-akset eller multi-akset fræsning og borebearbejdning til bearbejdning: forme, inspektionsværktøjer, forme, tyndvæggede komplekse buede overflader, kunstige proteser, pumpehjulsblade, etc. Ved valg af CNC fræsedele, fordelene og nøglefunktionerne ved CNC fræsemaskiner bør udnyttes fuldt ud.
Forskellige typer materialer kan bearbejdes, såsom 316, 304 rustfrit stål, kulstofstål, legeret stål, legeret aluminium, zinklegering, titanlegering, kobber, jern, akryl, Teflon, POM rods and other metal and plastic raw materials.
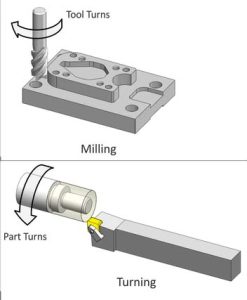
Forskellen mellem drejning og fræsning
Turning and milling is a common metal cold working method. Forskellen fra drejning er ved fræsning, the tool rotates at a high speed under the drive of the spindle, mens arbejdsemnet er relativt stationært.
Forskellen mellem drejning og fræsning:
Turning is used to machine rotating parts. The parts are clamped on the main shaft of the machine tool through the three gripping chucks and rotate at high speed. Then use a turning tool to move the tool according to the generatrix of the revolving body to cut out the shape of the product. The lathe can also process the inner hole, tråd, biting, etc. The latter two are low-speed processing.
Fræseproces
(1) Milling the curve contour on the workpiece, straight line, arc, thread or spiral curve, especially the non-circular curve and list curve given by mathematical expression.
(2) Milling the spatial curve or surface of the given mathematical model.
(3) Although the milling shape is simple, the product has a wide range of sizes and positions where internal inspection is difficult.
(4) The milling machine can process cavities, box parts, etc. that are difficult to observe, control and detect when processed by ordinary machine tools.
(5) Holes or planes with strict size requirements.
(6) All simple surfaces or shapes can be processed by milling in one clamping.
(7) General processing that can effectively improve productivity and reduce labor intensity by using CNC milling processing.
The main processing objects suitable for CNC milling include the following categories: plane contour parts, variable skrå dele, spatial curved surface contour parts, huller og gevind, etc.
Operation points of milling
- The milling machine operator should wear tight-fitting work clothes with cuffs tied tightly; Female operators must wear protective caps; Wear protective glasses when high-speed milling; Wear a mask when milling iron castings; It is strictly forbidden to wear gloves during operation to prevent your hands from being caught between the rotating tool and the workpiece.
2. Before operation, check whether the parts and safety devices of the milling machine are safe and reliable;
Check whether the electrical parts of the equipment are safe and reliable.
3. When loading and unloading workpieces, the workbench should be returned to a safe position. Når du bruger en skruenøgle til at stramme emnet, kraftretningen skal undgå fræseren for at forhindre skruenøglen i at ramme værktøjet eller armaturet, når det glider.
4. Ved montering og afmontering af fræseren, brug en speciel pude til at polstre den. Hold ikke fræseren direkte med hænderne.
5. Ved fræsning af uregelmæssige emner og ved brug af skruestik, opdelingshoved og speciel armatur til at holde emnet. Tyngdepunktet for uregelmæssige emner, laster, indekseringshoveder, specielle inventar, etc. bør placeres i midten af arbejdsbordet så meget som muligt for at undgå ujævn kraft og deformation af arbejdsbordet.
6. Ved hurtig eller automatisk foderfræsning, flyt ikke arbejdsbordet til de to yderpunkter for at undgå at klemme skruestangen.
7. Når fræsemaskinen kører, det er ikke tilladt at justere, mål arbejdsemnet og skift smøremetoden for at forhindre, at hånden rører ved værktøjet og gør ondt i fingrene.
8. Før fræserens rotation stoppes helt, det er ikke tilladt at bremse med hånden.
9. Fjern ikke spånerne i hånden eller blæs med munden under fræsning for at forhindre spånerne i at beskadige huden og øjnene.
10. Under motoriseret hurtigfodring, Håndtagets hjulkobling skal åbnes for at forhindre, at håndhjulet roterer hurtigt og skader mennesker.
11. Når arbejdsbordet vendes, vendehåndtaget skal først stoppes i midterpositionen, og så baglæns. Direkte tilbageførsel er ikke tilladt.
12. Ved fræsning af notaksler eller fræsning af tynde emner, forhindrer, at indekseringshovedets eller arbejdsbordets overflade fræses.
13. Når du fræser et fly, skal der anvendes et skærehoved med mere end fire fræsehoveder, og en passende skæremængde skal vælges for at forhindre værktøjsmaskinen i at vibrere under fræsning.
14. Efter arbejde, stop arbejdsbordet i midterpositionen, og slip løfteplatformen til den laveste position.
15. Til CNC vertikale fræsemaskiner, forvalg af emner såsom arbejdsprocedurer, spindelhastighed, værktøjsfoder, værktøjets bevægelsesbane, og løbende offsides i henhold til teknologiske krav før arbejde. Sæt den elektriske knap i "justering" stilling til prøvekørsel. Efter at have bekræftet, at der ikke er noget problem, sæt den elektriske knap i automatisk eller halvautomatisk position for at arbejde.
 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe