 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
(1) NC-bearbejdningsspormetode
Denne bearbejdningsmetode bruger værktøjsspidsens bevægelsesbane til at danne formen på den bearbejdede overflade. Almindelig drejning, fræsning, høvling og slibning hører alle til værktøjsspidsbanemetoden. Formnøjagtigheden opnået ved denne metode afhænger hovedsageligt af nøjagtigheden af formningsbevægelsen.
(2) Formningsmetode til CNC-bearbejdning
Brug formningsværktøjets geometri til at erstatte visse formningsbevægelser af maskinværktøjet for at opnå formen på den bearbejdede overflade. Såsom at danne drejning, fræsning, slibning, etc. Formnøjagtigheden opnået ved formningsmetoden afhænger hovedsageligt af værktøjskantens form.
(3) Sportsudviklingsmetode
Brug af værktøjet og arbejdsemnet til at generere den inkluderede overflade dannet af bevægelsen for at opnå formen på den bearbejdede overflade. Såsom gear hobbing, gear formning, gearslibning, og riflede splines er alle kinematiske genereringsmetoder. Formnøjagtigheden opnået ved denne metode afhænger hovedsageligt af formnøjagtigheden af skærkanten og nøjagtigheden af den genererede bevægelse.
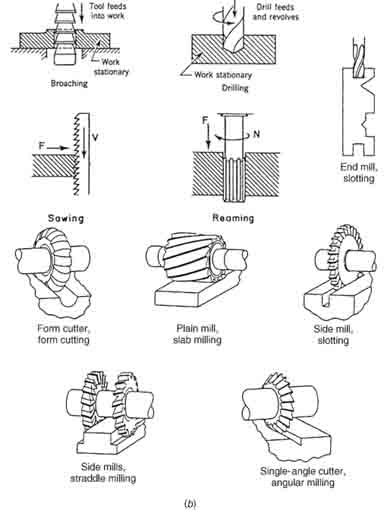
Værktøjsspidsbanemetode til drejning, fræsning, høvling og slibning
3. Metode til at opnå positionsnøjagtighed
Ved bearbejdning, nøjagtigheden af positionen af den behandlede overflade på andre overflader bestemmes hovedsageligt af fastspændingen af emnet.
(1) Find den rigtige fastspænding direkte
Denne metode er at bruge en skiveindikator, en markeringsplade eller visuel inspektion for direkte at lokalisere emnet på værktøjsmaskinen.
(2) Marker linjen for at finde den formelle fastspænding
Denne metode tegner først midterlinjen, symmetrilinjen og behandlingslinjen for hver overflade, der skal behandles på emnet i henhold til deltegningen. Installer derefter emnet på værktøjsmaskinen, og juster spændepositionen for emnet på værktøjsmaskinen i henhold til den markerede linje.
Denne fastspændingsmetode har lav produktivitet, lav præcision, og høje krav til arbejderne’ teknisk niveau. Anvendes generelt til forarbejdning af komplekse og voluminøse dele i et enkelt stykke små batch prototypeproduktion. Eller dele, hvis tolerance for emnestørrelse er for stor til at blive fastspændt direkte af en armatur.
(3) Fastspænding med klemmer
Armaturet er specielt designet i overensstemmelse med kravene i den forarbejdede proces. Positioneringselementet på fiksturen kan få emnet til hurtigt at indtage den korrekte position i forhold til værktøjsmaskinen og værktøjet, og positioneringsnøjagtigheden af emnet kan sikres uden justering. Armaturer har høj produktivitet og høj positioneringsnøjagtighed, men specielle armaturer skal designes og fremstilles, som er meget udbredt i batch- og masseproduktion.