 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Bearbejdning af plastprodukter eller dele kan opdeles i to kategorier: enkeltkants værktøjsbearbejdning og flerbladsbearbejdning. Enkeltkantsværktøjsbehandling omfatter drejning, høvling, og tandløs savbehandling. Multi-edge værktøjsbehandling inkluderer skæring, fræsning, stansning, aflytning, og tandsavbehandling.
(1) Dannelsesprocessen af plastchips
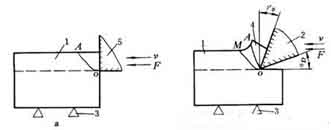
Formningsprocessen af plastspåner ekstruderes af skærende værktøjer, som vist på figur 1.
(2) Faktorer, der påvirker skærekraften
Skærekraft genereres af deformation og friktion, så alle de faktorer, der påvirker deformation og friktion i skæreprocessen, vil påvirke skærekraften.
Spåner fra bearbejdede plastdele
Figur 1. Dannelse af plastspåner
Skæredybdeparametre for bearbejdede plastdele
1― Arbejdsemne; 2― Værktøj; 3― Inventar; 4- Chips; 5— Indryk
1. Typer af plastik
Jo højere styrke og hårdhed af emnematerialet, jo større deformationsmodstand og jo større skærekraft. Hvis materialets styrke og hårdhed er ens, den med større plasticitet vil have større skærekraft på grund af den større friktion mellem spånerne og rivefladen. Eksperimenter har vist, at skærekraften ved CNC-drejning og fræsning af plast er generelt 1/6 til 1/7 af skærekraften af skærende stål.
2. Påvirkningen af skæremængde
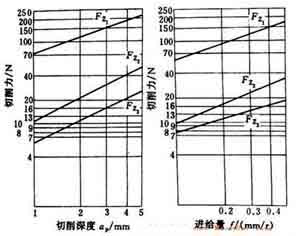
Forøgelsen af tilbageskæringsmængden αP og tilspændingsmængden f vil øge skærekraften, men graden af indflydelse af de to er forskellig. Påvirkningen af de to på hovedskærekraften Fz er vist i figur 2.
Skærehastighed af bearbejdede plastdele
Figur 2. Indflydelsen af skæredybden αP og tilspændingshastigheden f på hovedskærekraften Fz
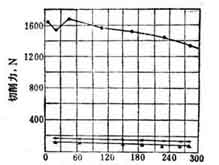
Indflydelsen af skærehastighed v på hovedskærekraften Fz er vist i figur 3. Mængden af tilbageskæring er αP=1,5 mm, og mængden af tilførsel f=0,2 mm/r. Det kan ses af figuren, at skærehastigheden v har ringe indflydelse på skærekraften.
Figur 3, påvirkningen af skærehastighed v på hovedskærekraften Fz
Skærekraft af bearbejdede plastdele
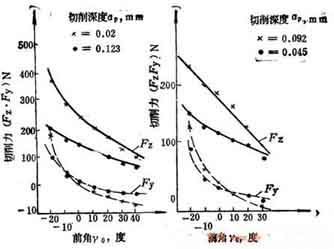
Figur 4, påvirkningen af skråvinklen γ0 på skærekraften