 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Boringen er semi-lukket CNC-skæring. Skæretemperaturen er meget høj i processen med at bore titanlegering, rebound efter boring er stort, borespånerne er lange og tynde, let at klæbe og ikke let at aflade. Boring af titanium forårsager ofte, at bittet bliver bidt, snoet, og så videre. Derfor, boret skal have høj styrke og god stivhed, og den kemiske affinitet mellem boret og titanlegeringen er lille. Det er bedst at bruge hårdmetalbor, men den mest almindeligt anvendte i øjeblikket er stadig spiralbor, efter at have taget nogle foranstaltninger for at forbedre, der kan også opnås bedre resultater.
(1) Forbedre bor: For at imødekomme behovene for CNC-bor i titanlegering, the following improvement measures should be taken for twist drills:
Increase the top angle of the drill bit, 2Ф=135°~140°; Increase the clearance angle at the outer edge of the drill bit, taking 12°~15°; Increase the helix angle, p=35°~40°; Increase the thickness of the drill bit core and take (0.22~0.4) gør (do is the diameter of the drill bit).
Use “S” shape or “x” shape to sharpen the chisel edge of the drill, the chisel edge length b=(0.08~0,1)gør, while ensuring that the symmetry of the chisel edge is ≤0.06 mm. Both types of chisel edges can form a second cutting edge, which plays a role of chip separation and reduces the axial force during drilling.
Den mest almindeligt anvendte er at slibe en skærende form, der er egnet til boring af titanlegeringer på et spiralbor. Det er, gruppeboret i titanlegeringer, formen af skæredelen er vist i figuren 7-1. I figuren, de ydre og indre skærekantvinkler 2φ og 2φ′ er 130°~140°, når borets diameter gør det>3~10 mm, og 125° ~ 140°, når gør>10~30 mm;
Frigangsvinklen α på yderkanten er 12°~18°, når det er tilfældet>3~10 mm, og 10°~15°, når gør>10~30 mm;
Mejselkantvinkel ψ=45°;
Indvendig skærkantvinkel γτ=-10°~-15°;
Indvendig klingevinkel τ=10°~15°;
Aflastningsvinklen for buebladet aR=18°~20°.

Relevante parametre og boremængde for gruppebor i titanlegering
Se tabel 7-8 og tabel 7-9 for de relevante parametre og boremængder af gruppebor af titanlegeringer.
Fire styreblade er lavet på boret for at øge borets sektionsinertimoment, forbedre stivheden, og danner naturligvis to hjælpekøleriller. Holdbarheden er ca 3 gange højere end standardbor, og skæretemperaturen reduceres med ca 20%. På samme tid, mængden af huludvidelse reduceres på grund af den stabile føring. For eksempel, huludvidelsen af et Ф3 mm fire-rillet bor er 0,03-0,04 mm, mens standardboret er 0,05-0,06 mm.
(2) Vælg en passende pistolboremaskine: Ved boring af dybe huller med et titanlegeringsformat større end 5, når huldiameteren er mindre end eller lig med 30 mm, en pistolboremaskine i hårdmetal anvendes generelt, som vist på figur 7-2; Når huldiameteren er større end 30 mm, der anvendes et hårdmetal BTA-bor eller jetsugebor. Brug pistolboret vist i figuren 7-2 at bore hullet i TC4, huldybden er 204 mm (længde-til-diameter forholdet er ca 26), og overfladeruheden Ra er 1.6 μm. Produktiviteten øges med 4 gange, chipsene er i form af “Blomme” eller “C”, og fjernelse af spåner er normalt.
Vandbaserede skærevæsker bør ikke anvendes ved boring af dybe huller, fordi vand kan danne dampbobler på skærkanten ved høje temperaturer, som let kan generere opbyggede kanter og gøre boringen ustabil. Det er tilrådeligt at bruge N32 motorolie og petroleum, hvoraf forholdet er 3:1 eller 3:2, og sulfuriseret skæreolie kan også anvendes.
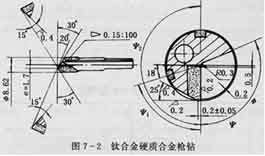
Hårdmetalpistolbor til boring af titanlegeringer
Når du bruger en hårdmetalpistol til at bore dybe huller med et længde-til-diameter-forhold større end 30. Vibrationsboring ved at påføre vibrationer på mindre end 100 Hz i aksial retning kan gøre overfladeruheden Ra af emnet 0.3 μm og øge produktiviteten med 5 gange. De specifikke parametre er Vc=17 m/min, f=0,033 min/r, amplituden er 0.07 mm, frekvensen er 35 Hz, rundheden af emnet er 4 μm, og overfladeruheden Ra er 0.33 μm.
(3) Vælg den rigtige skærevæske: Elektrolytisk skærevæske kan bruges ved boring af lavvandede huller. Dens ingredienser er sebacinsyre 7%-10%, triethanolamin 7%-10%, glycerol 7%-10%, borsyre 7%-10%, natriumnitrit 3%-5%, og resten er vand.