 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Geometriske bevægelsesrelationer af kugleende fræser Fem-akset fræsning
Fræsning kan opnå en god buet omtrentlig overflade. Ved brug af kugleværktøj til tre-akset fræsning, den lineære fremføringsbevægelse i x, y, og z-retninger kan sikre, at værktøjet skærer til et hvilket som helst koordinatpunkt på emnet, men værktøjsaksens retning kan ikke ændres. Den faktiske skærehastighed for punktet på værktøjsaksen er nul, og spånpladsen i midten af værktøjet er også meget lille. Hvis disse punkter er involveret i skæring, de ugunstige skæreforhold vil få kvaliteten af den bearbejdede overflade til at falde, klingens slid vil stige, og bearbejdningstiden vil blive forlænget. Således at værktøjsmaterialer af høj kvalitet ikke udnyttes fuldt ud.
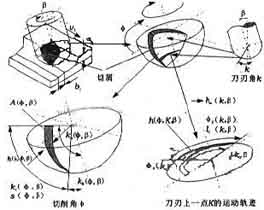
Sammenlignet med fem-akset og tre-akset fræsning, fem-akset fræsning har en række fordele. På dette tidspunkt, gennem bevægelsen af de to roterende aksler, værktøjsaksens retning kan til enhver tid justeres, således at vinklen mellem fræserens akse og emnets overflade og den faktiske skærehastighed forbliver uændret. Værktøjsbanen kan indstilles mere fleksibelt for at opfylde kravene til den givne top- og daldybde af emnets overflade. Når et kugleværktøj bruges til bearbejdning, uanset hvilken orientering værktøjet er i forhold til emnet, spånerne er altid adskilt på den halvkugleformede overflade. Derfor, spåner med samme geometri og størrelse skæres altid hver gang. Det, der har ændret sig, er bladets bevægelsesbane, når spånerne adskilles, såvel som klingens kontaktbetingelser og de derved fastlagte skæregeometriske bevægelsesbetingelser. Med andre ord, skæreprocessen og geometriske bevægelsesparametre kan påvirkes ved målrettet at ændre og bestemme værktøjets position, og de to kan optimeres ud fra aspekter af værktøjsslid, overfladekvalitet og forarbejdningsstabilitet.
Selvfølgelig, CNC-programmering til femakset simultan fræsning er mere kompliceret, og kræver højere computerkraft og hastighed til computerens numeriske kontrol (CNC) system. Mens den lineære fremføringsakse af værktøjsmaskinen er påkrævet for at foretage en stor kompensationsbevægelse, det er også nødvendigt for at undgå interferens og kollision. Derfor, inden for fremstilling af forme, kun fordelene ved femakset fræsning kan bruges til at bearbejde emner inden for et bestemt område.