 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
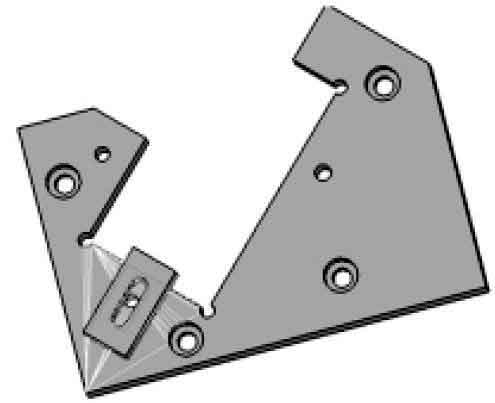
Udviklingen af tredimensionel designsoftware giver betingelser for lave omkostninger, kort periode, og design af positioneringsarmaturer. Og det kan simulere CNC-bearbejdningsdele til verifikation. Figur 1 viser en typisk metaldel med en vinkel på 45° i forhold til YZ- og ZX-planerne:
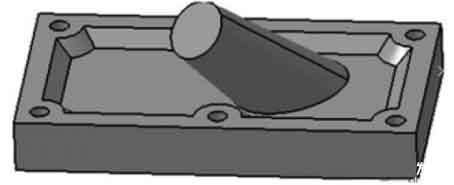
CNC -bearbejdningsdele med særlig struktur
figur 1 Valg af planen for dele CNC -bearbejdning
Denne form for dele med særlig rumlig struktur har generelt 2 slags CNC -bearbejdningsmetoder:
① Forbedre maskinværktøjets ydelse, det er, Forøg det originale 2,5-akset eller 3-akset CNC-værktøj til mere end mere end 5 akser;
② Design en passende positioneringsarmatur og brug eksisterende udstyr til behandling.
I betragtning af behandlingsomkostningerne, Den anden mulighed er åbenlyst et mere ideelt valg. Følgende er at designe en positioneringsarmatur for denne del, og brug CATIA -software til at udføre solid modellering, forsamling, Interferensdetektion, og nøjagtighedsanalyse af hver komponent af armaturet. Importer den designede armatur til CNC -bearbejdningsmodulet til virtuel bearbejdning for at kontrollere gennemførligheden og korrektheden af designet.
Design og 3D -modellering af positioneringsarmatur
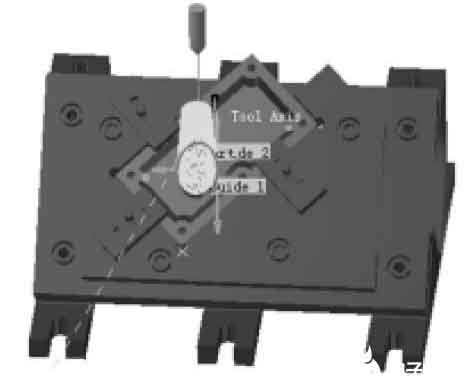
I betragtning af egenskaberne ved de forarbejdede dele, sikre nøjagtigheden af behandlingen, og for at forbedre anvendelsesområdet for fixturen, Placeringsarmaturet er designet som en modulopbygget armatur, som vist på figur 2. Blandingen er hovedsageligt sammensat af 4 dele: Placeringsbeslag, Placeringsplade, Vejledningsmodul og placeringsklemme. Placeringsbeslaget er hjørnestenen i hele armaturet, som direkte bestemmer tilbøjeligheden af positionering, og andre dele er også installeret på det.
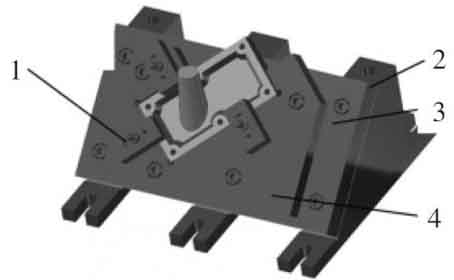
3D solid model af positioneringsarmatur
Figur 2 Tredimensionel solid model for positioneringsarmatur
1. Placeringsklip
2. Placeringsbeslag
3. Placeringsplade
4. Vejledningsmodul
Placeringspladen bruges til at installere styremodulet på placeringsbeslaget, og når størrelsen og formen på basisoverfladen på emnet skal behandles med en tilbøjelighed på 45 ° ændring, Kun strukturen og størrelsen på styremodulet skal ændres. Valg af en passende position på placeringspladen til fastgørelse gør placeringsklemmen gældende for et bredere interval. Designet af styremodulet og positionsklemmen skal være baseret på strukturen og formen på den forarbejdede del, så det matcher den ydre overflade af den del, der skal behandles, og højden skal være den samme for at lette installationen af placeringsklemmen. Placeringsklemmen er generelt designet og installeret med tre-punkts positionering, og samarbejder med placeringspladen for at realisere begrænsningen af 6 grader af frihed for de dele, der skal behandles.
Statisk interferensinspektion af positioneringsarmatur
For at sikre, at komponenterne i den designede armatur kan behandles og samles, og kan opnå sin positioneringsfunktion, Interferensdetektion skal udføres på armaturet.
Statisk interferensanalyse inkluderer interferensen mellem fixturenhederne og interferensen mellem armaturet og emnet. Hver armatur er sammensat af flere enheder, og færdiggørelsen inkluderer positionering og klemme. På grund af den begrænsede plads og den komplekse struktur for hver enhed, og design af armaturet er generelt designet lag for lag, Det er vanskeligt at kontrollere rummet på rummet og let at blande sig. Ud over, Formen på emnet er kompleks, og emnet er muligvis ikke installeret korrekt på grund af placeringen eller strukturen af armaturenheden.
Dynamisk kollisionsdetektion af armatur
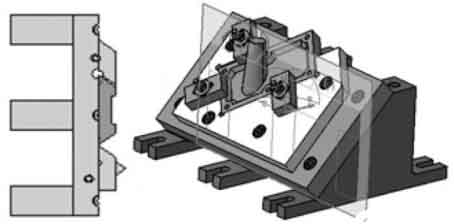
Figur 3 Skematisk diagram over statisk interferensdetektion
Under “Dmuspaceanalyse” Modul i Catia, Udfør statisk interferensanalyse på armaturet, og brug kollisionsdetektion “CheckClash” og sektionsværktøjet “Sektionsdefinition” At registrere armaturet.
Dynamisk interferensanalyse
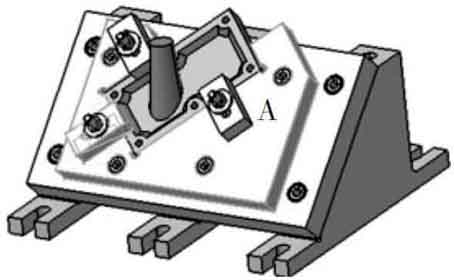
Brug “Dumfitting” Modul leveret af CATIA til at inspicere de samlede produkter. Det kan registrere overførselsstien for dele under samlingen, Analyser det dynamiske rum, der kræves af bevægelige dele, når du samler dele, og opdage interferensen mellem dele. Send først “Forsamlingsdesign” til “Dumfitting” modul, og give hver samlingssti i henhold til fixturenheden, som inkluderer overførselsafstandsoplysningerne for hver komponent. Formålet er at være i stand til at opnå den specifikke interferensposition og dybde, når interferensen opstår, etabler derefter samlingssimuleringen i rækkefølge, Og til sidst åbne “kollision” analyse. Analyseresultatet er vist i figuren 4.
Skematisk diagram over detektion af statisk interferens af armatur
Figur 4 Dynamisk kollisionsdetektion
Område A vist i figuren 4 er det sted, hvor der opstår interferens, og dets specifikke display er vist i figuren 5. Interferens forekommer mellem placeringsklemmen og styremodulet. Gennem analysen af interferensoplysningerne, Det konkluderes, at placeringsklippet kolliderer med samlingsstien til styremodulet under samlingsprocessen. For interferens vises, foretage følgende ændringer til armatur: Under forudsætningen om at holde positioneringspunktet og klempunktet uændret, Skift den rumlige position eller nogle størrelsesparametre for andre dele i enheden.
Detektionsinterferensområdet for armaturet
Figur 5, det område, hvor indblanding opstår
CNC -simuleringsbehandling
Brug “forarbejdning” Modul leveret af CATIA til at udføre CNC -bearbejdning på emnet for at kontrollere, om værktøjet kolliderer med armaturet, når du behandler emnet, for at verificere muligheden for CNC -bearbejdning. For at kunne se, om kollisionen forekommer intuitivt, Denne artikel vælger at behandle den ydre kontur af trækcylinderen med rumlig tilbøjelighed i emnet. Først, Skift den samlede armatur til “Overfladebearbejdning” under “Bearbejdning” Modul at udføre “Konturdrevet” (Konturdrevet efterbehandling) på den ydre overflade af den bearbejdede del;
Vælg derefter bearbejdningsområdet som den del, der skal bearbejdes i pop-up-dialogboksen, og vælg de relevante værktøjssti -parametre, inklusive valg af kørelinjen, De relevante værktøjsparametre og værktøjsudgangsruten;
Endelig, CNC -simuleringsbehandling udføres for at generere værktøjssti -linjen, som vist på figur 6.
Værktøjssti linjer genereret af CNC bearbejdningsdele
Figur 6, Den genererede værktøjssti -linje
Total positioneringsfejl ved armatur:
(Hvor ΔK = Processtørrelsestolerance for emnet)
Ovenstående sager kan effektivt reducere omkostningerne og forkorte design og produktionscyklus gennem brugen af Catias tredimensionelle virtuelle designkapaciteter, Design og funktionel test af positioneringsarmaturer; I hele designkompositionen, Computeren afslutter processen fra design til montering til simuleringsbehandling på CNC -maskinværktøjer, inklusive statisk og dynamisk interferensanalyse. Dette er uovertruffen ved traditionelle designmetoder, Og det er også en uundgåelig tendens inden for udviklingen af moderne armaturindustri.