 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
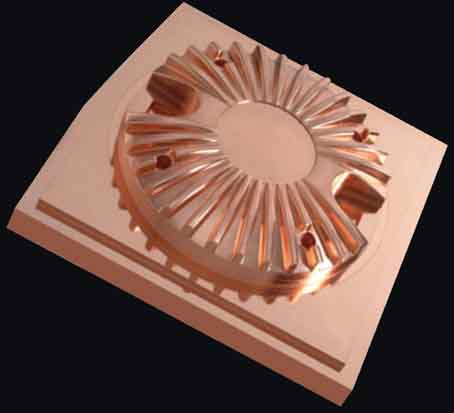
Den buede overflade af elektroden er bearbejdet, og så er den tyndvæggede form CNC færdig. Hvis konturen først bearbejdes og derefter den øverste overflade bearbejdes, den tyndvæggede form er for høj på dette tidspunkt. Under påvirkning af værktøjets skærekraft, toppen af kobberelektroden er ofte deformeret og bøjet, forårsager bearbejdningsfejl. Dette er også det mest sandsynlige problem ved bearbejdning af tynde elektroder. På samme tid, fordi der er 5,0 mm smalle riller mellem de tynde skiver, kun et værktøj med lille diameter kan bruges til at afslutte formen på de tynde skiver. Derfor, diameteren af endefræseren er 4,0 mm, hastigheden er 2000r/min, og fremføringshastigheden νf=400 mm/min. Ved efterbehandling af den buede overflade og derefter bearbejdning af elektrodeformen, det skal bemærkes, at skæredybden ikke bør være for stor hver gang, værktøjets diameter er lille, og spændelængden er længere (større end elektrodehøjden, tage 26,0 mm). Derfor, det er nemt at producere overskæring; Skæretykkelsen af hvert lag er kun 0,4 mm; Hastigheden og fremføringshastigheden bør være højere for at opnå en vis effektivitet.
1. Indstilling af specifik CNC-bearbejdningsbane
De specifikke CNC plus stiparameterindstillinger er vist i figuren.
Blandt dem, parameteren formbearbejdningstillæg (XY lager at forlade) tager-0.1mm, som er gnistbearbejdningsgabet, der er reserveret til elektroden. Værktøjsløftningsparameteren (Hold værktøjet nede) er valgt til ikke at løfte værktøjet, fordi værktøjet er sænket uden for konturen, og værktøjet er fast besluttet på at være i en sikker tom position, så der er ingen grund til at indstille værktøjsløfteren. For at spare værktøjets tomme driftstid og forbedre effektiviteten.
2. Baneplanlægning af CNC-bearbejdningsproces
Bearbejdningsprocesplanlægningen af den buede tyndvæggede elektrode har en afgørende indflydelse på bearbejdningens succes eller fiasko. Den samme CMC-behandlingsmetode og parameterindstillinger udføres i forskellige behandlingssekvenser, og de opnåede resultater er helt anderledes. Procesplan: ru fræseform, bearbejdningsramme → kontur skrubning af buet overflade → efterbehandling af buet overflade → tyndvægget form af efterbehandling.
CNC efterbehandling af elektrodens overflade