 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
S nárůstem designu mnohostranných a složitých zakřivených dílů, 5-osové obrábění bude představovat rostoucí podíl CNC obrábění. Protože 5osé CNC obrábění přidává dva stupně volnosti otáčení, zvyšuje obtížnost výpočtu simulace pohybu CNC obrábění a kontroly kolize nástrojů, zejména při obrábění dílů s extrémně složitými tvary. Proto, aby bylo zajištěno, že 5osé CNC obráběcí stroje provádějí vysoce efektivní a vysoce kvalitní frézování, návrh generování dráhy nástroje pro 5osé obrábění a softwaru pro kontrolu kolizí se stane hlavním problémem.
Metoda promítání znaků je vhodná pro zpracování interference 5osého CNC obráběcího nástroje, to je, obráběná plocha je diskretizována na řadu povrchových prvků. Zda dojde k interferenci nástroje, lze posoudit podle toho, zda bod prvku vstupuje do vnitřku povrchu nástroje. Ve stejnou dobu, povrch obrábění a povrch nástroje se promítají do určité roviny, a pouze body detekce prvků v zakřivené povrchové oblasti grafu projekce obalového nástroje jsou kontrolovány na interferenci, což zlepšuje účinnost detekce rušení.
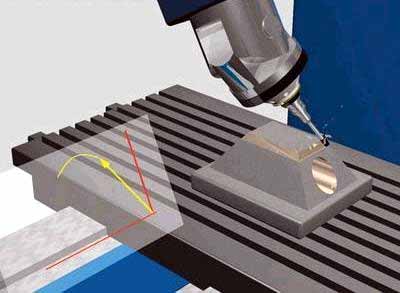
Zabraňte kolizi nástroje při 5osém frézování
1. Metoda kontroly kolizí nástroje
Souřadný systém a transformace souřadnic
Jak je znázorněno na obrázku 1, lokální souřadný systém L 5osého kruhového frézování je reprezentován jako osa XL, Osa YL a osa ZL. Osa YL vždy směřuje ke směru řezu f kontaktu nástroje (označovaný jako CC bod) OL. Osa ZL směřuje ke směru normály n plochy, a osa XL je určena pravidlem pravé ruky osy YL a osy ZL. Nástroj se obecně otáčí kolem osy XL od osy ZL k ose YL o úhel stoupání (úhel paty) A, a otáčí se kolem osy ZL jeden po druhém úhel skluzu b. Navíc, souřadnicový systém nástroje T (XT, YT, ZT) lze také definovat v bodě umístění nástroje (Zkrátka CL bod) OT. Osa YT ukazuje na směr čáry spojující bod CL a bod CC. Osa ZT je směr vektoru osy nástroje, a osa XT je směr určený pravidlem pravé ruky osy YT a osy ZT. Počátek souřadnic se nachází ve středu nástroje (tj. CL bod) OT. Pro zjednodušení kontroly rušení, povrch nástroje s relativně pravidelným tvarem se používá jako reference pro kontrolu kolizí. Obrobený povrch je diskretizován pro vyjádření tvaru povrchu ve formě sady charakteristických bodů. Původní data těchto charakteristických bodů jsou vyjádřena ve světovém souřadnicovém systému W, takže data hlavních bodů musí být nejprve transformována ze světového souřadnicového systému W (OW-XW, JE, ZW) do místního souřadnicového systému L (OL-XL, YL, ŽL) ). Poté se transformuje z lokálního souřadného systému L do nástrojového souřadného systému T (OT-XT, YT, ZT).
Metoda kontroly rušení
Pokud byl vybrán nástroj a elektrická hlava, velikost nástrojového systému (nástroj a elektrická hlava) je známo. To, zda nástrojový systém zasahuje do obrobeného povrchu, lze určit posouzením, zda charakteristický bod P vstupuje dovnitř povrchu nástroje. Jak je znázorněno na obrázku 2, je to polohový vztah mezi nástrojovým systémem a obrobeným povrchem při zpracování prstencového nože. V souřadném systému nástroje, nechť je souřadnice charakteristického bodu P PI (Xpt, Ypt, Zpt). Podle různých kombinací částí nástrojového systému, hodnota souřadnice Zpt charakteristického bodu P se dělí na 4 oddíly k posouzení. Podrobnosti jsou následující:
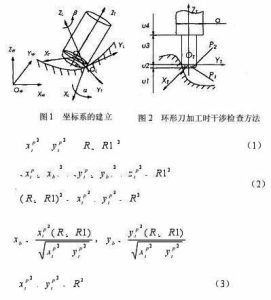
5-vzorec nastavení zdvihu frézování osy
Když je hlavní bod P v rozsahu u1, nedojde k žádnému rušení.
Když je charakteristický bod P v rozsahu u2, jsou dvě situace, a torus je rozdělen na dvě části:
Malá válcová část P1 a kruhová prstencová část P2. Když je konstrukční bod zapojen do válcové části P1, dochází k rušení nástroje, to je, je to spokojené
kde R představuje poloměr nástroje, a R1 představuje poloměr prstence kruhového nástroje.
Když je prvek prvku zapojen do prstencové části P2, dochází také k rušení nástroje, to je, je to spokojené
ve stylu
Pokud prvek prvku P nevstoupí do částí P1 a P2, nedojde k žádnému rušení nástroje.
Když je charakteristický bod P v rozsahu u3, když je vzdálenost mezi charakteristickým bodem P a osou ZT menší než poloměr nástroje, dochází k rušení nástroje, která je spokojená
v opačném případě, nedojde k žádnému rušení nástroje.
Když je charakteristický bod P v rozsahu u4, situace je stejná jako u 3, pokud je poloměr nástroje R ve vzorci (3) je nahrazeno poloměrem výkonové hlavy d/2 pro posouzení.