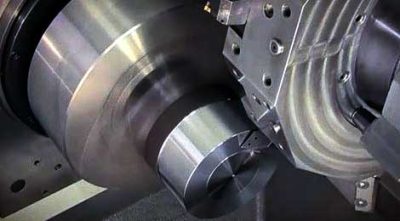
Řezání nerezové oceli je proces zpracování dílů z nerezové oceli podle výkresů pomocí obráběcích zařízení, jako jsou soustruhy, frézky, a hoblíky.
Hlavní vlastnosti nerezové oceli
Obrobitelnost je mnohem horší než u středně uhlíkové oceli. Vezmeme-li obrobitelnost běžného č. 45 ocel jako 100%, relativní obrobitelnost austenitické nerezové oceli 1Cr18Ni9Ti je 40%; Relativní soustružení feritické nerezové oceli 1Cr28 je 48%; Martenzitická nerezová ocel 2Cr13 je 55%. Mezi nimi, austenitické a austenitické + feritické nerezové oceli mají nejhorší obrobitelnost.
Hlavní rysy nerezového CNC obrábění
Silné kalení při CNC obrábění
Mezi nerezové oceli, pracovní zpevnění austenitických a austenitických + Nejvýraznější je feritické nerezové oceli. Například, pevnost σb austenitické nerezové oceli po kalení dosahuje 1470~1960 MPa, a se zvýšením σb, zvyšuje se mez výnosu σs; Žíhaná austenitická nerezová ocel σs nepřesahuje 30% na 45% z σb, ale dosáhne 85% na 95% po pracovním otužování. Hloubka pracovní zpevněné vrstvy může dosáhnout 1/3 nebo větší hloubku řezu; Tvrdost pracovně zpevněné vrstvy je 1.4 na 2.2 krát vyšší než originál. Kvůli velké plasticitě nerezové oceli, znak se deformuje při plastické deformaci, a koeficient zpevnění je velký; A austenit není dostatečně stabilní, část austenitu se působením řezného napětí přemění na martenzit; Navíc, působením řezného tepla, nečistoty ve sloučenině se snadno rozkládají a mají rozptýlenou distribuci, což způsobuje ztvrdlou vrstvu při řezání. Zpevňování způsobené předchozím posuvem při soustružení nebo předchozím procesem obrábění vážně ovlivňuje hladký průběh následujících procesů.
Vysoká řezná síla
Nerezová ocel má při řezání velkou plastickou deformaci, zejména austenitické nerezové oceli (jeho prodloužení je více než 1.5 krát vyšší než č. 45 ocel), což zvyšuje řeznou sílu. Ve stejnou dobu, mechanické zpevnění nerezové oceli je vážné, a tepelná pevnost je vysoká, což dále zvyšuje řezný odpor. Pro třísky z nerezové oceli je také obtížné kroutit a lámat. Proto, řezná síla pro zpracování nerezové oceli je velká. Například, jednotka řezná síla soustružení 1Cr18Ni9Ti je 2450 MPa, který je 25% vyšší než 45 ocel.
Vysoká teplota řezání
Plastická deformace a tření s nástrojem během řezání jsou velké, což má za následek velké řezné teplo;
Navíc, tepelná vodivost nerezové oceli je asi 1/2~1/4 tepelné vodivosti č. 45 ocel.
Velké množství řezného tepla se koncentruje na rozhraní mezi oblastí řezu a stykem třísky z nerezové oceli, a stav odvodu tepla je špatný. Za stejných podmínek, řezná teplota 1Cr18Ni9Ti je asi o 200 °C vyšší než u No. 45 ocel.
Třísky z nerezové oceli není snadné rozbít
Plastičnost a houževnatost nerezové oceli jsou skvělé, a třísky jsou během soustružení spojité, což má vliv nejen na bezproblémový chod provozu, ale také poškrábe zpracovávaný povrch. Při vysoké teplotě a vysokém tlaku, nerezová ocel má silnou afinitu k jiným kovům, a je snadné způsobit adhezi a vytvořit nahromaděné nádory, což nejen zhoršuje opotřebení nástroje, ale také trhá a znehodnocuje zpracovávaný povrch. Tato vlastnost martenzitické nerezové oceli s nižším obsahem uhlíku je patrnější.
Soustružnické nástroje jsou náchylné k opotřebení
Afinitní síla v procesu řezání nerezové oceli:
Způsobí lepení a difúzi mezi nástrojem a třískami, takže nástroj způsobí opotřebení lepením a difúzní opotřebení, což má za následek srpkovité krátery na čelní ploše nástroje, a řezná hrana také vytvoří drobné odlupování a zářezy;
Navíc, karbidy z nerezové oceli (jako je TiC) mají vysokou tvrdost. Přímý kontakt a tření s nástrojem během řezání, otěr nástroje, a mechanické zpevnění zvýší opotřebení nástroje.
Nerezová ocel má velký koeficient lineární roztažnosti
Koeficient lineární roztažnosti nerezové oceli je cca 1.5 krát více než uhlíková ocel. Působením teploty řezání, obrobek je náchylný k tepelné deformaci, a rozměrovou přesnost je obtížné kontrolovat
 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe