 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
(1) Metoda dráhy NC obrábění
Tato metoda obrábění využívá trajektorii pohybu hrotu nástroje k vytvoření tvaru obrobené plochy. Obyčejné soustružení, frézování, hoblování a broušení patří k metodě dráhy hrotu nástroje. Tvarová přesnost získaná touto metodou závisí především na přesnosti tvářecího pohybu.
(2) Metoda tváření CNC obráběním
Použijte geometrii tvářecího nástroje k nahrazení určitých tvářecích pohybů obráběcího stroje, abyste získali tvar obrobené plochy. Jako je tváření soustružení, frézování, broušení, atd. Tvarová přesnost získaná metodou tváření závisí především na tvaru břitu nástroje.
(3) Metoda sportovního rozvoje
Použití nástroje a obrobku k vytvoření vložené plochy vytvořené pohybem pro získání tvaru obrobené plochy. Jako například odvalování ozubených kol, tvarování ozubených kol, broušení ozubených kol, a rýhování splajnů jsou všechny metody kinematického generování. Tvarová přesnost získaná touto metodou závisí především na tvarové přesnosti řezné hrany a přesnosti generovaného pohybu.
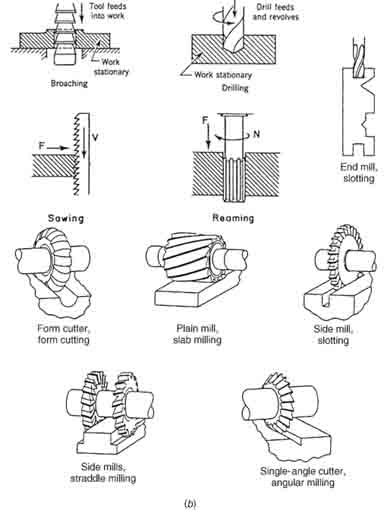
Metoda dráhy hrotu nástroje pro soustružení, frézování, hoblování a broušení
3. Způsob získání přesnosti polohy
V obrábění, přesnost polohy opracovávané plochy na ostatních plochách je dána především upnutím obrobku.
(1) Přímo najděte správné upnutí
Tato metoda spočívá v použití číselníku, označovací štítek nebo vizuální kontrola k přímému umístění obrobku na obráběcím stroji.
(2) Označte čáru, abyste našli formální upnutí
Tato metoda nejprve nakreslí středovou čáru, čáru symetrie a čáru zpracování každého povrchu, který má být zpracován na polotovaru podle výkresu součásti. Poté nasaďte obrobek na obráběcí stroj, a vyrovnejte polohu upnutí obrobku na obráběcím stroji podle vyznačené čáry.
Tento způsob upínání má nízkou produktivitu, nízká přesnost, a vysoké požadavky na pracovníky’ technická úroveň. Obecně se používá pro zpracování složitých a objemných dílů v jednodílné malosériové prototypové výrobě. Nebo díly, jejichž tolerance velikosti polotovaru je příliš velká na to, aby mohly být přímo upnuty přípravkem.
(3) Upínání pomocí svorek
Svítidlo je speciálně navrženo v souladu s požadavky zpracovávaného procesu. Polohovací prvek na upínači může zajistit, aby obrobek rychle zaujal správnou polohu vzhledem k obráběcímu stroji a nástroji, a přesnost polohování obrobku může být zajištěna bez vyrovnání. Přípravky mají vysokou produktivitu a vysokou přesnost polohování, ale je třeba navrhnout a vyrobit speciální přípravky, které jsou široce používány v sériové a hromadné výrobě.