 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Obrábění plastových výrobků nebo dílů lze rozdělit do dvou kategorií: single-edge tool machining and multi-blade tool machining. Single-edge tool processing includes turning, planing, and toothless saw processing. Multi-edge tool processing includes cutting, frézování, punching, klepnutím, and tooth saw processing.
(1) The formation process of plastic chips
The forming process of plastic chips is extruded by cutting tools, jak je znázorněno na obrázku 1.
(2) Factors affecting cutting force
Cutting force is generated by deformation and friction, so all the factors that affect deformation and friction in the cutting process will affect the cutting force.
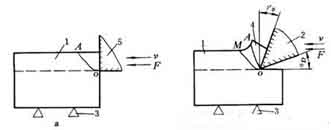
Chips from machined plastic parts
Postava 1. Formation of plastic chips
Cutting depth parameters of machined plastic parts
1― Workpiece; 2― Tool; 3― Fixture; 4― Chips; 5― Indenter
1. Types of Plastics
The higher the strength and hardness of the workpiece material, the greater the deformation resistance and the greater the cutting force. If the strength and hardness of the material are similar, the one with greater plasticity will have greater cutting force because of the greater friction between the chips and the rake face. Experiments have proved that the cutting force of CNC turning and milling of plastics is generally 1/6 na 1/7 of the cutting force of cutting steel.
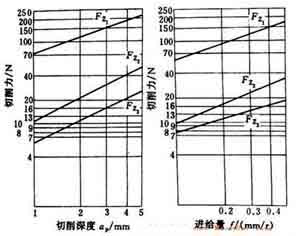
2. The influence of cutting amount
The increase of the back-cutting amount αP and the feed amount f will increase the cutting force, but the degree of influence of the two is different. The influence of the two on the main cutting force Fz is shown in Figure 2.
Cutting speed of machined plastic parts
Postava 2. The influence of cutting depth αP and feed rate f on the main cutting force Fz
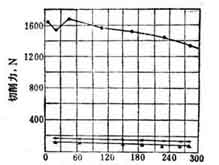
The influence of cutting speed v on the main cutting force Fz is shown in Figure 3. The amount of back cutting is αP=1.5mm, and the amount of feed f=0.2mm/r. It can be seen from the figure that the cutting speed v has little effect on the cutting force.
Postava 3, the influence of cutting speed v on the main cutting force Fz
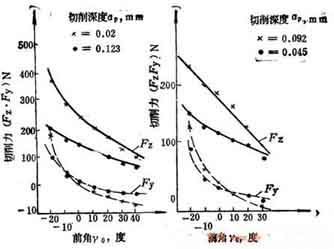
Cutting force of machined plastic parts
Postava 4, the influence of rake angle γ0 on cutting force