 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
قبل تصميم مسار أداة الطحن ذات 5 محاور, يجب ضبط دقة النظام لنموذج CAD 3D على أعلى مستوى ممكن. خاصة عند تحويل النموذج بين أنظمة CAD المختلفة, كاتيا (*.نموذج) الشكل و Parasolid (*.x_t) ويفضل التنسيق لتحويل البيانات. ثانيًا, استخدم تنسيق IGES لتحويل البيانات. عند استخدام تنسيق IGES, يجب ألا تقل دقة النظام عمومًا عن 0.01 مم. خاصة عند إجراء قطع عالي السرعة بخمسة محاور للأجزاء الدقيقة, إن دقة النموذج ودقة استيفاء الأداة لها تأثير مهم على مخرجات مسار الأداة.
تتضمن معالجة التحكم العددي للسطح المنحني المكاني الكثير من المحتوى, خاصة عندما يتعلق الأمر بالمعالجة ذات 5 محاور. تتضمن المعالجة خماسية المحاور تقنيات أساسية مثل سطح توجيه المعالجة, سطح التداخل, منطقة تقييد المسار, تقدم الأداة وتراجعها, والتحكم في ناقلات محور الأداة. أساس المعالجة بأربعة محاور وخمسة محاور هو فهم التغيير المتجه لمحور الأداة. إحدى التقنيات الرئيسية للتصنيع رباعي المحاور وخمسة محاور هي كيفية توجيه محور الأداة (ناقل المحور لمحور الأداة) التغيرات في الفضاء. يتم تحقيق التغيير المتجه لمحور الأداة من خلال تأرجح الطاولة المتأرجحة أو المغزل. للطحن ذو المحور الثابت حيث لا يتغير المتجه, يمكن معالجة المنتج عن طريق الطحن ثلاثي المحاور. إن مفتاح المعالجة ذات 5 محاور هو التحكم في التغيير المستمر لمتجه محور الأداة في الفضاء أو جعل ناقل محور الأداة ونظام الإحداثيات الأصلي للآلة يشكلان زاوية معينة في الفضاء, واستخدم الحافة الجانبية أو السفلية لقاطع الطحن للقطع. عادةً ما يكون للتحكم في تغيير المتجه لمحور الأداة عدة طرق كما هو موضح في الشكل 3:

النقاط الرئيسية لتصميم مسار الأداة ذو 5 محاور
① الخط: يكون الاتجاه المتجه لمحور الأداة موازيًا لزاوية ثابتة مكونة من خط مستقيم في الفضاء;
② سطح النمط: السطح الطبيعي هو أن متجه محور الأداة يشير دائمًا إلى الاتجاه الطبيعي للسطح;
③ من النقطة: يكون متجه محور أداة التحكم بالنقطة بعيدًا عن نقطة معينة في الفضاء; أن نشير: يشير متجه محور الأداة إلى نقطة في الفضاء;
④ سائق سوارف: يتغير متجه محور الأداة على طول الاتجاه المسطر لسطح الفضاء (السطح محكوم);
⑤ التحكم في الاستيفاء المستمر لمحور الأداة. من وجهة نظر وضع التحكم المتجه لمحور الأداة المذكور أعلاه, يمكن أن يقوم وضع القطع الخاص بالطحن باستخدام الحاسب الآلي ذو 5 محاور بتنفيذ تخطيط معقول لمسار الأداة وفقًا لمعالجة المنتج الفعلية.
مقارنة بين الربط ثلاثي المحاور ومعالجة منتجات معالجة الروابط ذات 5 محاور
UGII / الطحن الكفافي عند الطحن الكفاف عالي السرعة بثلاثة محاور, انتقال القوس بين مسارات الأداة. دعم الطحن عالي السرعة: يتم استخدام المعالجة ذات الطبقات الكنتورية التي يوفرها النظام في مناسبات الطحن عالية السرعة. يتم نقل الزوايا على شكل زوايا مستديرة لتجنبها 90 درجة دوران حادة (من السهل أن تؤدي المناسبات عالية السرعة إلى إتلاف سكة التوجيه والمحرك). في نفس الوقت, تم اعتماد التغذية والتراجع الحلزوني, ويوفر النظام أيضًا طرقًا متعددة مثل المحيطي لدعم استراتيجية التوليد لمسار أداة التشغيل عالية السرعة. UGII / الطحن بالمحور المتغير وحدة الطحن بالمحور المتغير تدعم وظائف الطحن بالمحور الثابت والمتعدد المحاور. يمكن معالجة أي شكل هندسي تم إنشاؤه في وحدة نمذجة UGII ويمكن الحفاظ على ارتباط النموذج الرئيسي. توفر هذه الوحدة وظائف طحن ذات 3 إلى 5 محاور تم التحقق منها من خلال سنوات عديدة من الاستخدام الهندسي, ويوفر التحكم في محور الأداة, اختيار وضع تغذية الأداة ووظائف إنشاء مسار الأداة. وضع التحكم في المتجهات واستراتيجية المعالجة لمحور الأداة.
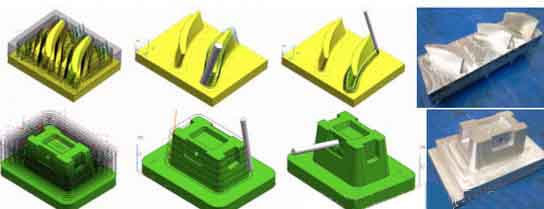
UGII / يمكن لوحدة الطحن المتتابعة تحقيق التحكم في كل خطوة في عملية إنشاء مسار الأداة, دعم برمجة الطحن 2 ~ 5 محاور, ويرتبط تمامًا بالنموذج الرئيسي لـ UGII. بطريقة آلية, حيث تحصل على تحكم مطلق مشابه للبرمجة المباشرة لـ APT, السماح للمستخدمين بإنشاء مسارات الأدوات بشكل تفاعلي قسمًا تلو الآخر, والحفاظ على السيطرة على كل خطوة في العملية. تتيح وظيفة الدورة المتوفرة للمستخدمين تحديد مسارات الأداة الداخلية والخارجية فقط على سطح معين, وتقوم الوحدة تلقائيًا بإنشاء خطوات وسيطة. هذه الوحدة عبارة عن وحدة UGII فريدة من نوعها مع وظائف مثل التنظيف التلقائي للجذر في وحدة التصنيع UGII CNC, ومناسبة لبرمجة CNC الصعبة. كما هو مبين في الشكل 4, يتم عرض مسارات الأداة الخاصة بالربط ثلاثي المحاور وتصنيع الآلات ذات 5 محاور ومعالجة المنتج الفعلية على التوالي.