 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
قم بتعيين المعلمات الهندسية لأدوات الخراطة والطحن المصنوعة من التيتانيوم لتحسين جودة المنتج لأجزاء سبائك التيتانيوم. يتم تسليم المنتجات بسرعة وفي الوقت المحدد.
(1) زاوية أشعل النار للأداة γ0: طول الاتصال بين رقائق سبائك التيتانيوم ووجه الخليع قصير. عندما تكون زاوية أشعل النار صغيرة, يمكن زيادة منطقة الاتصال للرقاقة, بحيث لا تتركز حرارة القطع وقوة القطع بشكل مفرط بالقرب من حافة القطع. تحسين ظروف تبديد الحرارة, ويمكن أن يقوي الحافة المتطورة ويقلل من احتمالية التقطيع. تستغرق عملية تحويل التيتانيوم عمومًا γ0=5°~15°.
(2) زاوية الخلوص α0 للأداة: يتمتع السطح المعالج لسبائك التيتانيوم باستعادة مرنة كبيرة وتصلب بارد خطير. استخدام زاوية تخفيف كبيرة يمكن أن يقلل الاحتكاك, التصاق, التصاق, تمزق وغيرها من الظواهر الناجمة عن سطح الجناح, وذلك لتقليل تآكل سطح الجناح. زاوية التخفيف لمختلف أدوات قطع سبائك التيتانيوم أكبر من أو تساوي 15 درجة.
(3) زاوية الانحراف الرئيسية κr وزاوية الانحراف الثانوية κ´r لأداة الطحن: عند طحن سبائك التيتانيوم, درجة حرارة القطع مرتفعة والتشوه المرن يميل إلى أن يكون كبيرًا. عندما تسمح جمود نظام العملية بذلك, يجب تقليل زاوية الدخول قدر الإمكان لزيادة مساحة تبديد الحرارة لجزء القطع وتقليل الحمل لكل وحدة طول لحافة القطع. عمومًا, κr=30° يستخدم, و κr=45° للتصنيع الخام. يمكن أن يؤدي تقليل زاوية الانحراف الثانوية إلى تقوية طرف الأداة, وهو مفيد لتبديد الحرارة ويقلل من قيمة خشونة السطح للسطح المُشكل. بشكل عام خذ κ´r =10°~15°.
(4) زاوية ميل الشفرة للأداة φs: بسبب السطح الخشن والبنية السطحية غير المستوية للفراغ, تكون حافة القطع عرضة للتقطيع أثناء الدوران القاسي. من أجل زيادة قوة وحدة القطع, يجب زيادة سرعة انزلاق الشريحة. عمومًا, φs = -3°~-5° تستخدم في الدوران القاسي, و φs = O° للدوران الدقيق.
(5) نصف قطر قوس الأنف للأداة rε: عند تحويل سبائك التيتانيوم, تلميح الأداة هو الجزء الأضعف, وهو سهل التقطيع والارتداء, لذلك يحتاج إلى طحن قوس طرف الأداة. بشكل عام rε=0.5~1.5mm.
الشطب السلبي (بγ=0.03~0.05 مم, γ01=-10°~0°) يستخدم أثناء الدوران, ونصف قطر القوس للجزء السفلي من مزمار الرقاقة هو Rn=6~8 mm.
فضلاً عن ذلك, تعد جودة شحذ الأداة أيضًا مهمة جدًا لتحسين متانتها. يجب شحذ أدوات قطع الكربيد باستخدام عجلات طحن الماس. يجب أن تكون حافة القطع حادة عند القطع, يجب أن تكون قيمة خشونة السطح Ra لأوجه القطع الأمامية والخلفية أقل من 0.4um, ولا يُسمح للحافة المتطورة أن تحتوي على فجوات صغيرة. بعد شحذ الأداة والأرض, ويمكن زيادة متانته عن طريق 30%.
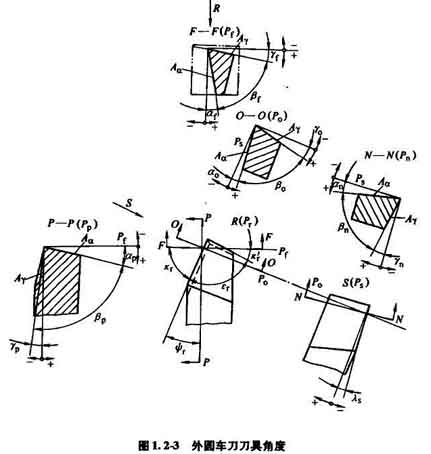
تصميم زاوية القطع لخراطة وطحن التيتانيوم