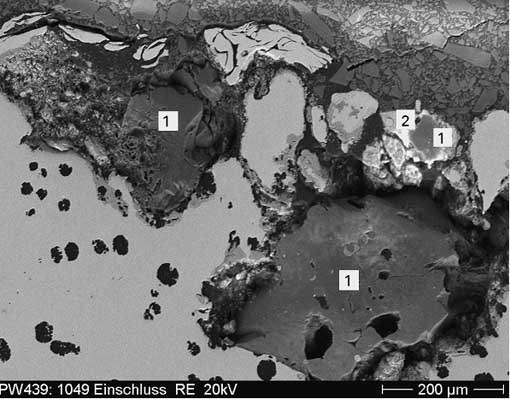
خصائص العيب في مصبوبات الألومنيوم: يتم توزيع الخبث المؤكسد في الغالب على السطح العلوي للصب, في زوايا قالب الصب حيث لا يمر الهواء. تكون الكسور في الغالب بيضاء أو صفراء, ويتم العثور عليها بواسطة الأشعة السينية أو المعالجة الميكانيكية. ويمكن العثور عليها أيضًا في الغسيل القلوي, التخليل أو أنودة
cause:
1. The charge of aluminum die-casting is not clean, and the amount of charge used is too much
2. Poor gating system design
3. The slag in the alloy liquid is not cleaned
4. Improper pouring operation brings in slag
The standing time sufficient modification after refining
Prevention method:
1. The charge should be sand-blown, and the amount of charge used should be appropriately reduced
2. Improve the design of the gating system to increase its slag retaining ability
3. Use proper flux to remove slag
4. Pouring should be stable and pay attention to slag retention
5. The alloy liquid should stand for a certain period of time after refining before pouring
Pores and bubbles appear in aluminum die castings
Defect characteristics: The pores in the wall of aluminum castings are generally round or oval, with a smooth surface, عادة جلد أكسيد لامع, في بعض الأحيان أصفر زيتي. يمكن العثور على المسام والفقاعات السطحية عن طريق السفع الرملي, ويمكن العثور على المسام والفقاعات الداخلية عن طريق التنظير الفلوري بالأشعة السينية أو المعالجة الميكانيكية. تظهر الفقاعات باللون الأسود على فيلم الأشعة السينية.
cause:
1. سبيكة الصب ليست مستقرة, والغاز متورط
2. ال (جوهر) يتم خلط الرمل مع الشوائب العضوية (مثل قطع الفحم, سماد الحصان الشعبي, إلخ.)
3. سوء تهوية العفن والرمل
4. توجد فتحات انكماش على سطح الحديد البارد
5. Poor gating system design
Prevention method:
1. التحكم بشكل صحيح في سرعة الصب لتجنب التورط في الغاز.
2. لا ينبغي خلط أي شوائب عضوية في القالب (جوهر) الرمال للحد من تطور الغاز من مادة صب
3. تحسين قدرة العادم (جوهر) رمل
4. الاختيار الصحيح وعلاج الحديد البارد
5. تحسين تصميم نظام البوابات
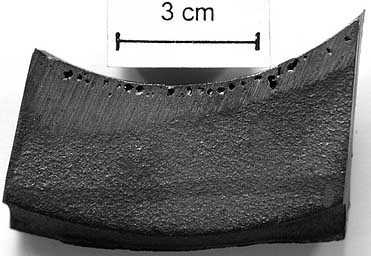
انكماش ورخاوة سبائك الألومنيوم
cause:
1. Poor feeding effect of cavity riser
2. Die-casting charge contains too much gas
3. Overheating near the runner in the cavity
4. There is too much moisture in the sand cavity and the sand core is not dried
5. Coarse alloy grains
6. Improper position of the casting in the mold
7. Pouring temperature is too high, pouring speed is too fast
Prevention method:
1. The cavity is filled with molten metal from the riser and the riser design is improved
2. Die-casting charge should be clean and non-corrosive
3. A riser is set at the shrinkage porosity of the casting, and cold iron or cold iron is placed in combination with the riser
4. Control the moisture of the molding sand and dry the sand core
5. Take measures to refine material grains
6. Improve the position of the casting in the mold to reduce the pouring temperature and pouring speed
Four, هناك شقوق في الصب يموت
خصائص عيب صب الألومنيوم
صب الكراك
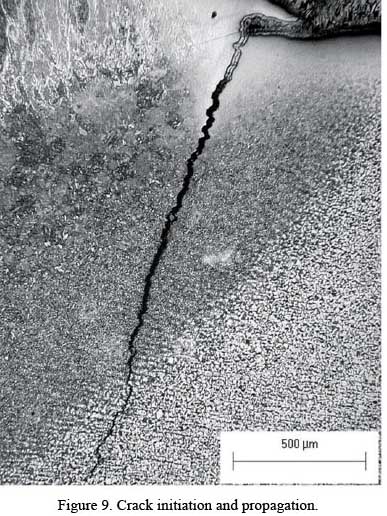
تتطور الشقوق على طول حدود الحبوب, غالبا ما تكون مصحوبة بالفصل. هو نوع من الشقوق التي تتشكل عند درجات حرارة أعلى والتي يسهل ظهورها في السبائك ذات الانكماش الأكبر حجمًا والمسبوكات ذات الأشكال الأكثر تعقيدًا.
2. الشقوق المعالجة بالحرارة
بسبب المعالجة الحرارية المفرطة أو ارتفاع درجة الحرارة, غالبًا ما يظهر شقوقًا عبر البلورات. غالبًا ما يتم تبريد السبائك ذات الإجهاد الكبير ومعامل التمدد الحراري بشكل مفرط. أو عندما تكون هناك عيوب معدنية أخرى
cause
1. تصميم هيكل الصب غير معقول, هناك زوايا حادة, ويتغير سمك الجدار كثيرًا
2. قالب الرمل (جوهر) امتياز ضعيف
3. ارتفاع درجة الحرارة المحلية للقالب
4. Pouring temperature is too high
5. من السابق لأوانه إخراج الصب من القالب
6. المعالجة الحرارية محمومة أو محترقة, ومعدل التبريد مبالغ فيه
Prevention method
1. تحسين التصميم الهيكلي للمسبوكات لتجنب الزوايا الحادة, نسعى جاهدين لتحقيق سمك جدار موحد وانتقال سلس
2. اتخاذ التدابير اللازمة لزيادة امتياز العفن الرملي (جوهر)
3. التأكد من تصلب جميع أجزاء الصب في نفس الوقت أو بالتتابع, وتحسين تصميم نظام البوابات
4. خفض درجة حرارة الصب بشكل مناسب
5. التحكم في وقت تبريد القالب.
6. يتم استخدام طريقة التصحيح الحراري عند تشوه الصب.
7. التحكم بشكل صحيح في درجة حرارة المعالجة الحرارية وتقليل معدل التبريد
المشكلة هي أن سبائك الألومنيوم لها بنية فضفاضة, مسامية عالية, وتحتوي على مجموعة متنوعة من الشوائب المعدنية وغير المعدنية. بعد الصباغة, فيلم أكسيد الأنوديك عرضة للبقع البيضاء, ومن الصعب ضمان جودة طبقة أكسيد الأنوديك في مصبوبات الألومنيوم. في هذا الصدد, وقال الخبراء المعنيون أنه يمكن استخدام الطرق التالية لتجنب هذه المشكلة:
الأول, استخدم طريقة التأثير ذات الجهد العالي والكثافة الحالية العالية. في المرحلة المبكرة من أنودة, تستخدم صدمات الجهد العالي والتيار العالي لربط "الكتل" الكبيرة والصغيرة المقسمة أصلاً بواسطة الشوائب إلى قطع بواسطة صدمات التيار العالي.
ثانية, طريقة طحن سطح الصب. يمكن للطحن أن يملأ مسام الصب بمسحوق الألومنيوم المطحون ويكون بمثابة جسر يربط بين الكتل المفصولة بالشوائب.
ثالث, طلقة طلقة من سطح الصب. قبل طريقة التفجير التجريبية، قمت بتدوير مطرقة, والقصد من ذلك هو جعل فجوة الحاجز “حاجز” مغلق عن طريق النقر, in order to connect to the sheet, the effect is significant results. Using these methods can effectively avoid the appearance of white spots after dyeing the anodized film of aluminum castings, thereby ensuring its quality.
Advantages of casting
1. It can produce parts with complex shapes, especially blanks with complex cavities (such as heating)
2. Wide adaptability, metal materials commonly used in industry can be cast. A few grams ~ hundreds of tons.
3. Wide sources of raw materials. The price is low. Scrap, scrap, chips
4. The shape and size of the casting is very close to that of the part, reducing the amount of cutting, which is less and without cutting.
 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe