 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
هناك أسباب عديدة لتشوه مكونات الألومنيوم, والتي تتعلق بالمواد, أداة المعالجة, شكل الجزء, ومعدات المعالجة. هناك بشكل رئيسي الجوانب التالية: التشوه الناجم عن الإجهاد الداخلي للفراغ, التشوه الناجم عن قوة القطع وحرارة القطع, والتشوه الناجم عن قوة التثبيت.
واحد, تدابير العملية للحد من تشوه المعالجة
1. Reduce internal stress of aluminum blank
يمكن للشيخوخة الطبيعية أو الاصطناعية ومعالجة الاهتزاز أن تقضي جزئيًا على الضغط الداخلي للفراغ. المعالجة المسبقة هي أيضًا طريقة معالجة فعالة. للفراغات الكبيرة, due to the large margin, the deformation after processing is also large. If the excess part of the blank is processed in advance and the margin of each part is reduced, the processing deformation in the subsequent process can be reduced. علاوة على ذلك, after pre-processing and placing it for a period of time, part of the internal stress can also be released.
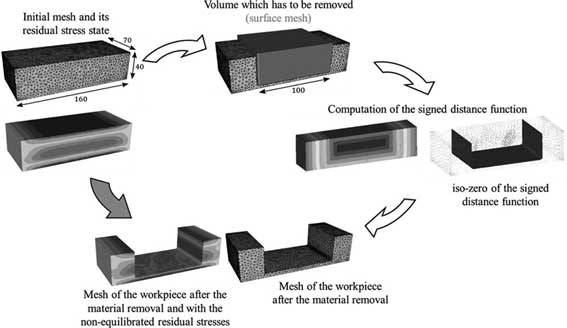
Reasons for milling deformation of aluminum parts
2. Improve the cutting ability of the tool
The material and geometric parameters of the tool have an important influence on the cutting force and cutting heat. يعد الاختيار الصحيح للأدوات أمرًا ضروريًا لتقليل تشوه الأجزاء.
(1) Reasonably choose the tool geometry parameters.
① The rake angle of the tool: بشرط الحفاظ على قوة النصل, يجب أن تكون زاوية أشعل النار أكبر بشكل مناسب. من ناحية, يمكنها طحن حواف القطع الحادة, ومن ناحية أخرى, يمكن أن يقلل من تشوه القطع, جعل إزالة الرقاقة سلسة, ومن ثم تقليل قوة القطع ودرجة حرارة القطع. لا تستخدم أبدًا أدوات زاوية أشعل النار السلبية.
② The clearance angle of the tool: حجم زاوية الإغاثة له تأثير مباشر على تآكل سطح الجانب وجودة السطح المُشكل. يعد سمك القطع شرطًا مهمًا لاختيار زاوية الإغاثة. أثناء الطحن الخام, بسبب معدل التغذية الكبير, حمل القطع الثقيل وتوليد الحرارة الكبيرة, مطلوب ظروف جيدة لتبديد الحرارة للأداة. لذلك, the angle of the relief angle should be smaller. عند الانتهاء من الطحن, the cutting edge is required to be sharp, reduce the friction between the flank face and the machined surface, and reduce the elastic deformation. لذلك, the angle of the relief angle should be selected larger.
③ The helix angle of the tool: من أجل جعل الطحن سلسًا وتقليل قوة الطحن, يجب تحديد الزاوية الحلزونية بأكبر حجم ممكن.
④The entering angle of the tool:
Properly reducing the entering angle of the tool can improve the heat dissipation conditions and reduce the average temperature of the processing area.

Cutting ability of milling tool
(2) Improve the tool structure.
①Reduce the number of teeth of the milling cutter and increase the chip space. بسبب اللدونة الكبيرة لمواد الألومنيوم, تشوه القطع الكبير أثناء المعالجة, ويتطلب الأمر مساحة أكبر لسعة الرقاقة, لذلك يجب أن يكون نصف القطر السفلي للفلوت الذي يقبل الرقاقة أكبر ويجب أن يكون عدد أسنان قطع الطحن أصغر.
② Finely sharpen the teeth. The roughness value of the cutting edge of the cutter tooth should be less than Ra=0.4um. قبل استخدام سكين جديد, you should use a fine oil stone to gently grind the front and back of the knife’s teeth to eliminate the residual burrs and slight serrations when the knife is sharpened. في هذا الطريق, لا يمكن تقليل حرارة القطع فقط, ولكن أيضًا تشوه القطع صغير نسبيًا.
③ Strictly control tool wear standards. بعد ارتداء الأداة, تزداد قيمة خشونة السطح لقطعة العمل, ترتفع درجة حرارة القطع, ويزداد تشوه قطعة العمل. لذلك, بالإضافة إلى اختيار مواد الأداة ذات المقاومة الجيدة للتآكل, يجب ألا يزيد معيار تآكل الأداة عن 0.2 مم, otherwise it is easy to produce accumulated chip edges. عند القطع, يجب ألا تتجاوز درجة حرارة قطعة العمل بشكل عام 100 درجة مئوية لمنع التشوه.
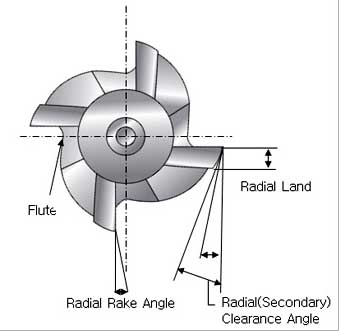
المعلمات الهندسية لأدوات الطحن
3. تحسين طريقة لقط الشغل
لقطع عمل الألمنيوم ذات الجدران الرقيقة ذات الصلابة الضعيفة, يمكن استخدام طرق التثبيت التالية لتقليل التشوه:
① For thin-walled bushing parts, if a three-jaw self-centering chuck or spring chuck is used to clamp from the radial direction, بمجرد إطلاقه بعد المعالجة, سوف تكون مشوهة حتما الشغل. في هذا الوقت, the method of pressing the axial end face with better rigidity should be used. لتحديد موقع الثقب الداخلي للجزء, اصنع خيوطًا ذاتية الصنع من خلال مغزل, كمه في الفتحة الداخلية للجزء, اضغط على الوجه النهائي بلوحة غطاء ثم اربطه بالجوز. يمكن تجنب تشوه التثبيت عند معالجة الدائرة الخارجية, وبالتالي الحصول على دقة معالجة مرضية.
② When processing thin-walled and thin-plate cavity workpieces, من الأفضل استخدام أكواب الشفط للحصول على قوة تثبيت موزعة بالتساوي, and then process with a smaller cutting amount, والتي يمكن أن تمنع تشوه قطعة العمل.
فضلاً عن ذلك, a packing method can also be used. من أجل زيادة صلابة عملية قطع العمل ذات الجدران الرقيقة, يمكن ملء الوسط داخل قطعة العمل لتقليل تشوه قطعة العمل أثناء التثبيت والقطع. على سبيل المثال, صب تحتوي على ذوبان اليوريا 3% ل 6% نترات البوتاسيوم في الشغل, and after processing, immerse the workpiece in water or alcohol to dissolve the filler and pour it out.

Three-jaw self-centering chuck
4. Reasonable arrangement of processing procedures
أثناء القطع بسرعة عالية, due to the large machining allowance and intermittent cutting, غالبًا ما تنتج عملية الطحن اهتزازًا, مما يؤثر على دقة المعالجة وخشونة السطح. لذلك, the CNC high-speed cutting process can generally be divided into: Rough machining-semi-finish machining-clear corner processing-finishing and other processes. للأجزاء ذات متطلبات الدقة العالية, it is sometimes necessary to perform secondary semi-finishing and then finishing. بعد الآلات الخام, يمكن تبريد الأجزاء بشكل طبيعي للتخلص من الضغط الداخلي الناتج عن المعالجة الخشنة وتقليل التشوه. يجب أن يكون الهامش المتبقي بعد المعالجة الخشنة أكبر من مقدار التشوه, عمومًا 1 ل 2 مم. أثناء التشطيب, يجب أن يحافظ السطح النهائي للجزء على بدل تشغيل موحد, عموما 0.2-0.5 ملم مناسب, بحيث تكون الأداة في حالة مستقرة أثناء عملية المعالجة. يمكن أن يقلل بشكل كبير من تشوه القطع, الحصول على جودة معالجة سطحية جيدة, والتأكد من دقة المنتج.
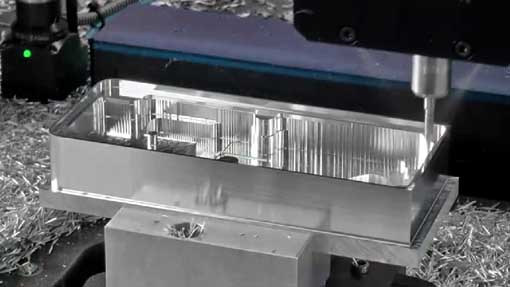
High-speed cutting of aluminum parts