 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
The curved surface of the electrode is machined, and then the thin-walled shape is CNC finished. If the contour is machined first and then the top surface is machined, the thin-walled shape is too high at this time. Under the action of the cutting force of the tool, the top of the copper electrode is often deformed and bent, causing machining failure. This is also the most likely problem in the machining of thin electrodes. في نفس الوقت, because there are 5.0mm narrow grooves between the thin slices, only a small diameter tool can be used to finish the shape of the thin slices. لذلك, the diameter of the end mill is 4.0mm, the speed is 2000r/min, and the feed speed νf=400mm/min. عند الانتهاء من السطح المنحني ثم تشكيل شكل القطب الكهربائي, تجدر الإشارة إلى أن عمق القطع لا ينبغي أن يكون كبيرًا جدًا في كل مرة, قطر الأداة صغير, وطول لقط أطول (أكبر من ارتفاع القطب, خذ 26.0 ملم). لذلك, فمن السهل إنتاج القطع الزائد; سمك القطع لكل طبقة هو 0.4 مم فقط; يجب أن تكون السرعة ومعدل التغذية أعلى لتحقيق كفاءة معينة.
1. تحديد مسار محدد للتصنيع باستخدام الحاسب الآلي
تظهر في الشكل إعدادات معلمة مسار CNC plus المحددة.
فيما بينها, المعلمة بدل تشكيل الشكل (مخزون XY للمغادرة) يأخذ-0.1مم, وهي فجوة تصنيع الشرارة المخصصة للقطب الكهربائي. معلمة تحديد رفع الأداة (احتفظ بالأداة لأسفل) تم تحديده لعدم رفع الأداة, لأنه يتم إنزال الأداة خارج الكفاف ويتم تحديد الأداة لتكون في موضع فارغ آمن, لذلك ليست هناك حاجة لضبط رفع الأداة. من أجل توفير وقت التشغيل الفارغ للأداة وتحسين الكفاءة.
2. تخطيط مسار عملية التصنيع باستخدام الحاسب الآلي
إن تخطيط عملية التصنيع للقطب المنحني ذو الجدران الرقيقة له تأثير حاسم على نجاح أو فشل المعالجة. يتم تنفيذ نفس طريقة معالجة CMC وإعدادات المعلمة في تسلسلات معالجة مختلفة, والنتائج التي تم الحصول عليها مختلفة تماما. خطة العملية: شكل الطحن الخام, إطار المعالجة ← تخشين كفاف السطح المنحني ← تشطيب السطح المنحني ← شكل التشطيب ذو الجدران الرقيقة.
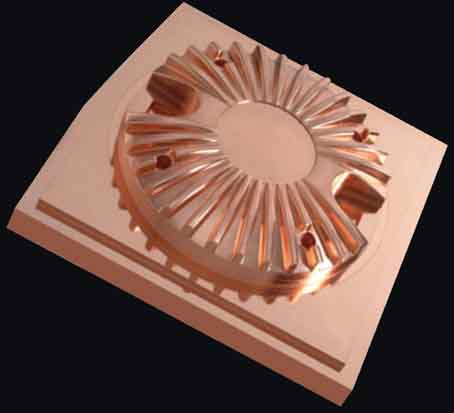
CNC finishing the surface of the electrode