 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
لماذا يتحول الخيط إلى هذا الحد؟?
متطلبات تحول الخيط أعلى من عمليات الدوران العادية. قوة القطع أعلى بشكل عام, ويكون نصف قطر نهاية القطع للمدخل الملولب أصغر وأضعف.
في معالجة الخيط, يجب أن يتوافق معدل التغذية تمامًا مع درجة الخيط. للحصول على الملعب 8 المواضيع / بوصة (tpi), يجب أن تتقدم الأداة بمعدل تغذية يبلغ 8 الثورات/بوصة أو 0.125 بوصة/ثورة. بالمقارنة مع تطبيقات الدوران العادية (حيث يبلغ معدل التغذية النموذجي حوالي 0.012ipr), معدل تغذية تحول الخيط هو 10 مرات أعلى. قد تكون القوة الموجودة على طرف إدراج المعالجة الملولبة 100 ل 1,000 مرات أعلى.
تحول الخيط مع إدراج موضوع متعدد الأسنان
شكل 2: إدراجات متعددة الأسنان, مع أسنان خيطية متعددة في سلسلة, يمكن تحسين كفاءة معالجة الخيط, لكن قوة القطع أعلى.
نصف القطر النهائي الذي يتحمل هذه القوة هو بشكل عام 0.015 بوصة, في حين أن نصف قطر إدراج الدوران التقليدي هو 0.032 بوصة. للأدوات الخيوط, يقتصر نصف القطر بشكل صارم على نصف قطر الجذر لشكل الخيط المسموح به (يتم تحديد حجمه وفقًا لمعيار الخيط ذي الصلة). كما أنها محدودة بإجراء القطع المطلوب, لأن المادة لا يمكنها تحمل عملية القطع في عملية الدوران العادية, وإلا سيحدث تشوه الخيط.
نتيجة قوة القطع الأعلى ونطاق تركيز القوة الأضيق هو: تتحمل إدخالات تصنيع الخيوط ضغطًا أعلى بكثير من أدوات الخراطة العامة.
تحول الخيط بطريقة التغذية المتقاطعة
مقارنة الشفرات الجزئية والكاملة
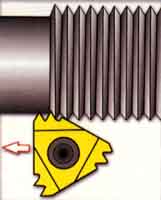
إدراج الملف الشخصي الجزئي, يشار إليها أحيانا باسم “غير تصدرت” إدراج, قطع أخاديد الخيط دون تعرج أو تعرج الخيط. (أنظر للشكل 1) يمكن للأداة إنتاج سلسلة من الخيوط, ما يصل إلى الملعب سمكا، وهذا هو, أصغر عدد من الخيوط في البوصة - وهو ما تسمح به قوة نصف قطر نهاية الشفرة.
تم تصميم نصف القطر النهائي ليكون صغيرًا بما يكفي حتى تتمكن الشفرة من معالجة درجات الصوت المختلفة. لخيوط الملعب الصغيرة, the end radius will appear to be too small. This means that the blade must penetrate deeper when machining. على سبيل المثال, machining an 8 tpi thread with a partial profile insert requires a thread depth of 0.108 بوصة. The same thread produced with a full profile blade requires only a specified depth of 0.81 بوصة. لذلك, the full profile insert can produce a stronger thread. فضلاً عن ذلك, the operation of machining threads with full profile inserts can be done in 4 less steps.
Thread cutting by flank transverse cutting method
Multi-tooth blade
The multi-tooth blade has a series of teeth continuously, and the cutting depth of any tooth in the thread groove is deeper than the previous tooth. (أنظر للشكل 2) With these inserts, the number of operations required to machine a thread can be reduced by 80%. The tool life is much longer than single-center inserts, because the final tooth only processes half or one-third of the metal of a given thread.
لكن, due to their high cutting force, it is not recommended to use these inserts for the processing of thin-walled parts-because chatter may occur. فضلاً عن ذلك, the structure for machining workpieces with these inserts must have sufficient thread clearance so that all teeth can exit cutting.
Turning thread by adjusting blade helix angle
شكل 3: The choice of cross-cutting feed method has a great influence on thread processing efficiency

Custom thread cutting tool for milling threads
شكل 4: Flank transverse cutting does not produce V-shaped chips, but produces chips similar to those in ordinary turning.
Feed per thread
The cutting depth of each pass, or the feed of each thread, أمر بالغ الأهمية في معالجة الخيط. يجب أن تشغل كل قناة تشغيل متصلة الجزء الأكبر من حافة القطع للشفرة. إذا كانت التغذية لكل تمريرة ثابتة (لا ينصح بهذه الطريقة), ستزداد قوة القطع ومعدل إزالة المعدن بشكل كبير من التمريرة السابقة إلى التالية.
على سبيل المثال, عند استخدام تغذية ثابتة من .010 بوصة / سرعة معالجة القناة 60 ℃ شكل الخيط, تتم إزالة مادة المسار الثاني 3 مرات المسار الأول. كما هو الحال مع كل عملية لاحقة, تستمر كمية المعدن الذي تمت إزالته في الارتفاع بشكل كبير.
من أجل تجنب هذه الزيادة في كمية الإزالة والحفاظ على قوة قطع أكثر واقعية, يجب تقليل عمق الخيط مع كل عملية.
طريقة تغذية الخيط المتقاطع
هناك ما لا يقل عن أربع طرق للتغذية المتقاطعة للخيط. (أنظر للشكل 3) Few people have discovered how much impact one of these methods has on the effectiveness of threading operations.
• Radial thread crosscut feed
•Although this may be the most commonly used method for thread processing, it is indeed the least recommended method. Since the tool is fed radially (perpendicular to the centerline of the workpiece), the metal is removed from both sides of the thread flank, resulting in V-shaped chips. Such chips are difficult to break, so the flow of chips is a problem. فضلاً عن ذلك, due to the higher heat and pressure on both sides of the blade end, the tool life is usually shorter than other cross-cutting feed methods.
• thread flank cross feed
في هذه الطريقة, the transverse direction is parallel to one of the flank of the thread, وهو ما يعني بشكل عام أن الأداة تتغذى في خط مستقيم عند درجة حرارة 30 درجة مئوية. الرقائق مشابهة لتلك المنتجة في الخراطة العادية. (أنظر للشكل 4.) بالمقارنة مع القطع الشعاعي, تكون الرقائق المنتجة بهذه الطريقة أسهل في التشكيل ويمكن تفريغها بسهولة من حافة القطع, مع انتشار حراري أفضل. لكن, في طريقة التغذية الشاملة هذه, تحتك الحافة الخلفية للشفرة بجناح السن ولا تقطع. هذا سوف يحرق المواضيع, مما يؤدي إلى ضعف خشونة السطح وحتى الثرثرة.
• تعديل تغذية قطع عرضية لجانب سن الخيط (مُستَحسَن)
تشبه هذه الطريقة طريقة تغذية القطع العرضي لجانب الخيط, إلا أن زاوية القطع المستعرضة أصغر من زاوية الخيط، أي, أقل من 30 درجه مئوية. تحتفظ هذه الطريقة بمزايا طريقة القطع العرضي لجانب الخيط, مع تجنب المشاكل الناجمة عن الحافة الخلفية للشفرة. زاوية قطع متقاطعة 291/2 ℃ تنتج بشكل عام أفضل النتائج, ولكن في التشغيل الفعلي, زاوية القطع المتقاطع في نطاق 25~291/2 ℃ مقبولة.
شكل 5: عن طريق ضبط زاوية الحلزون للشفرة, مثل ال “يميل” شفرة على اليمين, يمكن موازنة زاوية الخلوص أسفل الحواف الأمامية والخلفية للشفرة, والتي يمكن أن تنتج المزيد من التآكل الموحد.
• تغذية القطع العرضي للجانب البديل
يتم تغذية هذه الطريقة بالتناوب على طول جانبي الخيط, لذلك يستخدم جانبي الشفرة لتشكيل الخيط. هذه الطريقة يمكن أن تضمن عمرًا أطول للأداة, لأنه يتم استخدام كلا الجانبين من نهاية النصل. ولكنه يمكن أن يسبب أيضًا مشكلات في تدفق الرقاقة -
قد تؤثر هذه المشكلة على خشونة السطح وعمر الأداة. تُستخدم هذه الطريقة عادةً فقط في الملعب الكبير و (إمبراطوري) الخيوط الرباعية شبه المنحرفة والمائلة.
إزالة تعويض زاوية الموضوع
تتمتع بعض إدخالات تصنيع الخيوط وأنظمة حامل الأدوات بالقدرة على إمالة الإدخال بدقة في اتجاه القطع عن طريق تغيير زاوية الحلزون. يمكن لهذه الميزة إنتاج خيوط ذات جودة أعلى لأنها تمنع الشفرة من الاحتكاك بجانب الخيط. يمكن أن يوفر أيضًا عمرًا أطول للأداة لأن قوة القطع موزعة بالتساوي على طول حافة القطع بالكامل.
لا يوجد ملحق قطع يميل بهذه الطريقة- طريقة جعل حافة القطع موازية للخط المركزي لقطعة الشغل- سيتم تشكيل زاوية خلوص غير متساوية أسفل الحافة الأمامية والحافة الخلفية للشفرة. (أنظر للشكل 5) خاصة بالنسبة للملاعب السميكة, قد يسبب هذا التفاوت احتكاكًا في جانب السن.
يسمح النظام القابل للتعديل بإمالة زاوية الشفرة من خلال وضع ظرف الأداة (عادة مع الحشوات). سيؤدي الضبط الدقيق إلى تحقيق زوايا حافة أمامية وخلفية مماثلة, ضمان التطور الموحد لتآكل الشفرة.
شكل 6: يتم استخدام أداة قطع الخيوط المخصصة هذه لتصنيع خيطين مستقلين على مخرطة ذات ستة مغزل. في الماضي, تمت معالجة المواضيع واحدا تلو الآخر. كان الملحق المستخدم هنا في الأصل مخصصًا لقواطع طحن الخيوط, ولكن يتم استخدامه هنا كإدراج دوار
تصغير وتخصص إدراجات قطع الخيط
Indexable insert-type tools for turning internal threads on holes with a diameter of approximately 0.3 inches are now available on the market.
There are many advantages to machine such small holes into threads by turning. The thread quality to be machined is usually relatively high, the blade structure allows chips to flow out of the hole and rarely damages the thread, and the blade can be indexed, so the tool cost is low.
The grades of cemented carbide used in these applications are generally those that allow processing at lower surface speeds. For internal thread machining in small holes, the limitations of machine tools are generally other problems than low surface speeds.
The technological advances that people have made have expanded the scope of application of thread turning tools, and the turning of internal threads into small holes is one example. لكن, despite the expansion of the scope of application of standard tools, manufacturers still have to encounter specific problems, which creates room for the existence of customized tools. (أنظر للشكل 6) The special tool developed in cooperation with the tool supplier is an option that cannot be ignored when searching for the correct threading tool for a specific job.