Reiben technologie von bearbeiteten Teilen
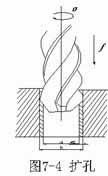
Beim Reiben wird das gebohrte Loch mit einem Reibbohrer weiter bearbeitet, um den Lochdurchmesser zu vergrößern und die Genauigkeit zu verbessern und den Oberflächenrauheit wert zu verringern. Die für das Reiben erreichbaren Maßtoleranz klassen sind IT11~IT10. Der Oberflächenrauheit wert beträgt Ra12,5 ~ 6,3 μm. Es gehört zu den Vorschlicht bearbeitung verfahren von Bohrungen, die häufig als Vor bearbeitung vor dem Reiben verwendet werden, und kann auch als End bearbeitung von Bohrungen mit geringer Präzision verwendet werden.
Die Reibmethode ist in Abbildung 7-4 dargestellt. Die Reibzugabe (D-d) kann der Tabelle entnommen werden. Die Form der Reibahle variiert mit dem Durchmesser. Der Durchmesser von Φ10~Φ32 ist eine Kegelschaft-Reibahlen, wie in Abbildung 7-5a gezeigt. Der Durchmesser von Φ25~Φ80 ist ein Hülsenbohrer, wie in Abbildung 7-5b gezeigt.
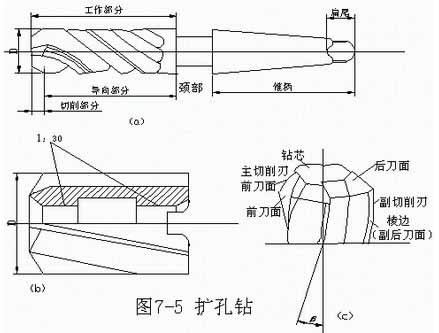
Der Aufbau des Reibahlen bohrers weist gegenüber dem Spiralbohrer folgende Merkmale auf:
1. Gute Steifigkeit. Aufgrund der geringen Schnittmenge des Räumlochs und weniger Späne ist die Spantasche des Räumbohrers flach und schmal, und der Kerndurchmesser des Bohrers ist größer, was die Steifigkeit des Arbeitsteils des Räumbohrers erhöht.
2. Gute Orientierung. Der Reibbohrer hat 3 bis 4 Zähne, die Anzahl der Kanten um das Werkzeug herum wird erhöht und die Führung wirkung wird relativ verbessert.
3. Der Chipzustand ist besser. Die Reibahle hat keine Querschneide, um beim Schneiden mitzuwirken, und das Schneiden ist zügig. Größere Vorschubgeschwindigkeit kann verwendet werden, höhere Produktivität;
Außerdem ist die Spanabfuhr aufgrund der geringeren Späne glatt und die bearbeitete Oberfläche wird nicht leicht zerkratzt.
Daher hat das Reiben im Vergleich zum Bohren eine höhere Bearbeitung genauigkeit, einen niedrigeren Oberflächenrauheitswert und kann den Achsenfehler des Bohrens bis zu einem gewissen Grad korrigieren. Außerdem ist die zum Reiben geeignete Werkzeugmaschine die gleiche wie zum Bohren.
Die Reibmethode ist in Abbildung 7-4 dargestellt. Die Reibzugabe (D-d) kann der Tabelle entnommen werden. Die Form der Reibahle variiert mit dem Durchmesser. Der Durchmesser von Φ10~Φ32 ist eine Kegelschaft-Reibahlen, wie in Abbildung 7-5a gezeigt. Der Durchmesser von Φ25~Φ80 ist ein Hülsenbohrer, wie in Abbildung 7-5b gezeigt.
Der Aufbau des Reibahlen bohrers weist gegenüber dem Spiralbohrer folgende Merkmale auf:
1. Gute Steifigkeit. Aufgrund der geringen Schnittmenge des Räumlochs und weniger Späne ist die Spantasche des Räumbohrers flach und schmal, und der Kerndurchmesser des Bohrers ist größer, was die Steifigkeit des Arbeitsteils des Räumbohrers erhöht.
2. Gute Orientierung. Der Reibbohrer hat 3 bis 4 Zähne, die Anzahl der Kanten um das Werkzeug herum wird erhöht und die Führung wirkung wird relativ verbessert.
3. Der Chipzustand ist besser. Die Reibahle hat keine Querschneide, um beim Schneiden mitzuwirken, und das Schneiden ist zügig. Größere Vorschubgeschwindigkeit kann verwendet werden, höhere Produktivität;
Außerdem ist die Spanabfuhr aufgrund der geringeren Späne glatt und die bearbeitete Oberfläche wird nicht leicht zerkratzt.
Daher hat das Reiben im Vergleich zum Bohren eine höhere Bearbeitung genauigkeit, einen niedrigeren Oberflächenrauheitswert und kann den Achsenfehler des Bohrens bis zu einem gewissen Grad korrigieren. Außerdem ist die zum Reiben geeignete Werkzeugmaschine die gleiche wie zum Bohren.




