Raeumen technik von Teilen
Räumen von Teilen aus Aluminiumlegierung, Edelstahl, Kupfer und Titanlegierung:
Das Räumen ist ein hocheffizientes Finishing-Verfahren. Neben dem Räumen von runden Löchern kann er auch Durchgang löcher und innere Keilnuten mit verschiedenen Querschnittsformen räumen, wie in Abbildung 7-19 gezeigt. Die erreichbare Maßtoleranzklasse zum Räumen von Rundlöchern beträgt IT9~IT7 und der Oberflächenrauheit wert beträgt Ra1,6~0,4μm.
1. Das Räumen kann als Hobeln mit mehreren Hobeln betrachtet werden, die in der Reihenfolge hoch und niedrig angeordnet sind, wie in Abbildung 7-20 gezeigt. Die Struktur der Rundloch-Räumnadel ist in Abbildung 7-21 dargestellt, und die Funktionen jedes Teils sind wie folgt:

Der Schaft der Räumnadel: Es ist der Teil, an dem die Räumnadel durch den Räume Messerhalter geklemmt wird.
Der Halsdurchmesser der Räumnadel ist am kleinsten: Wenn die Räumkraft zu groß ist, bricht sie hier in der Regel, was für die Schweißreparatur praktisch ist.
Der Übergangskegel der Räumnadel: Führen Sie die Räumnadel in das zu bearbeitende Loch.
Der führende Teil der Räummaschine: um den reibungslosen Übergang des Werkstücks zum Schneidteil zu gewährleisten und gleichzeitig zu prüfen, ob die Öffnung vor dem Ziehen zu klein ist, um zu verhindern, dass der erste Zahn durch zu hohe Belastung beschädigt wird .
Der schneidende Teil der Räumnadel: Er übernimmt die Hauptschneidarbeit inklusive Grob- und Feinschnitt.
Der führende Teil des Räummessers. Wenn die Räumfräserzähne vom Werkstück abschneiden, verhindert dies, dass das Werkstück durchhängt, die bearbeitete Oberfläche zerkratzt und die Fräserzähne beschädigt werden.
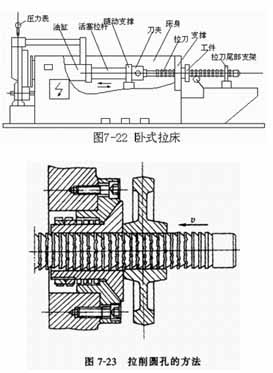
Die horizontale Räummaschine ist in Abbildung 7-22 dargestellt. Der Maschinenkörper ist mit einem hydraulischen Antriebszylinder ausgestattet, und das rechte Ende der Kolbenstange ist mit einer Mitnehmerhalterung und einem Messerhalter ausgestattet, um das Räummesser zu stützen und zu klemmen. Vor der Arbeit stützt sich das Räummesser an der Rolle und dem Endhalter der Räummaschine ab und das Werkstück wird vom linken Ende der Räumnadel durchdrungen. Wenn der Werkzeughalter das Räummesser linear nach links klemmt, liegt das Werkstück auf der „Auflage“ auf und das Räummesser kann den Schneidvorgang beenden. Die lineare Bewegung des Räummessers ist die Haupt bewegung, und die Vorschub bewegung wird durch das Anheben jedes Zahns des Räummessers abgeschlossen.
(1) Das Räumen von runden Löchern ist in Abbildung 7-23 dargestellt. Der Durchmesser des Räumlochs beträgt im Allgemeinen 8 bis 125 mm und das Verhältnis von Länge zu Durchmesser des Lochs beträgt im Allgemeinen nicht mehr als 5. Im Allgemeinen ist keine präzise Vorbearbeitung vor dem Räumen erforderlich, und das Räumen kann nach dem Bohren oder Vorbohren erfolgen. Steht die Stirnseite des Werkstücks nicht senkrecht zur Lochachse, wird die Stirnseite gegen die Kugelscheibe der Räummaschine gepresst. Unter der Einwirkung der Räumkraft werden das Werkstück und die Kugelscheibe leicht gedreht, so dass die Lochachse automatisch in die gleiche Richtung wie die Räumachse eingestellt wird, wodurch ein Brechen der Räumnadel verhindert werden kann.
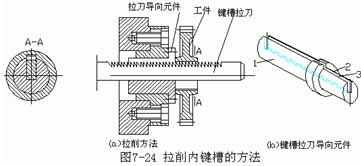
(2) Räumen der inneren Keilnut wie in Abbildung 7-24a gezeigt. Die Keilnut-Räumnadel ist flach, mit Zähnen am oberen Teil. Die richtige Position des Werkstücks und des Räummessers wird durch das Führung element sichergestellt. Der Zylinder 1 des Räummesser-Führung elementes (Bild 7-24b) wird in die Endbohrung der Räummaschine eingesetzt, der Zylinder 2 dient zur Aufnahme des Werkstücks und der Schlitz 3 ist für das Räummesser.
Das Räumen ist ein hocheffizientes Finishing-Verfahren. Neben dem Räumen von runden Löchern kann er auch Durchgang löcher und innere Keilnuten mit verschiedenen Querschnittsformen räumen, wie in Abbildung 7-19 gezeigt. Die erreichbare Maßtoleranzklasse zum Räumen von Rundlöchern beträgt IT9~IT7 und der Oberflächenrauheit wert beträgt Ra1,6~0,4μm.
1. Das Räumen kann als Hobeln mit mehreren Hobeln betrachtet werden, die in der Reihenfolge hoch und niedrig angeordnet sind, wie in Abbildung 7-20 gezeigt. Die Struktur der Rundloch-Räumnadel ist in Abbildung 7-21 dargestellt, und die Funktionen jedes Teils sind wie folgt:
Der Schaft der Räumnadel: Es ist der Teil, an dem die Räumnadel durch den Räume Messerhalter geklemmt wird.
Der Halsdurchmesser der Räumnadel ist am kleinsten: Wenn die Räumkraft zu groß ist, bricht sie hier in der Regel, was für die Schweißreparatur praktisch ist.
Der Übergangskegel der Räumnadel: Führen Sie die Räumnadel in das zu bearbeitende Loch.
Der führende Teil der Räummaschine: um den reibungslosen Übergang des Werkstücks zum Schneidteil zu gewährleisten und gleichzeitig zu prüfen, ob die Öffnung vor dem Ziehen zu klein ist, um zu verhindern, dass der erste Zahn durch zu hohe Belastung beschädigt wird .
Der schneidende Teil der Räumnadel: Er übernimmt die Hauptschneidarbeit inklusive Grob- und Feinschnitt.
Der führende Teil des Räummessers. Wenn die Räumfräserzähne vom Werkstück abschneiden, verhindert dies, dass das Werkstück durchhängt, die bearbeitete Oberfläche zerkratzt und die Fräserzähne beschädigt werden.
Die horizontale Räummaschine ist in Abbildung 7-22 dargestellt. Der Maschinenkörper ist mit einem hydraulischen Antriebszylinder ausgestattet, und das rechte Ende der Kolbenstange ist mit einer Mitnehmerhalterung und einem Messerhalter ausgestattet, um das Räummesser zu stützen und zu klemmen. Vor der Arbeit stützt sich das Räummesser an der Rolle und dem Endhalter der Räummaschine ab und das Werkstück wird vom linken Ende der Räumnadel durchdrungen. Wenn der Werkzeughalter das Räummesser linear nach links klemmt, liegt das Werkstück auf der „Auflage“ auf und das Räummesser kann den Schneidvorgang beenden. Die lineare Bewegung des Räummessers ist die Haupt bewegung, und die Vorschub bewegung wird durch das Anheben jedes Zahns des Räummessers abgeschlossen.
(1) Das Räumen von runden Löchern ist in Abbildung 7-23 dargestellt. Der Durchmesser des Räumlochs beträgt im Allgemeinen 8 bis 125 mm und das Verhältnis von Länge zu Durchmesser des Lochs beträgt im Allgemeinen nicht mehr als 5. Im Allgemeinen ist keine präzise Vorbearbeitung vor dem Räumen erforderlich, und das Räumen kann nach dem Bohren oder Vorbohren erfolgen. Steht die Stirnseite des Werkstücks nicht senkrecht zur Lochachse, wird die Stirnseite gegen die Kugelscheibe der Räummaschine gepresst. Unter der Einwirkung der Räumkraft werden das Werkstück und die Kugelscheibe leicht gedreht, so dass die Lochachse automatisch in die gleiche Richtung wie die Räumachse eingestellt wird, wodurch ein Brechen der Räumnadel verhindert werden kann.
(2) Räumen der inneren Keilnut wie in Abbildung 7-24a gezeigt. Die Keilnut-Räumnadel ist flach, mit Zähnen am oberen Teil. Die richtige Position des Werkstücks und des Räummessers wird durch das Führung element sichergestellt. Der Zylinder 1 des Räummesser-Führung elementes (Bild 7-24b) wird in die Endbohrung der Räummaschine eingesetzt, der Zylinder 2 dient zur Aufnahme des Werkstücks und der Schlitz 3 ist für das Räummesser.




