Numerische Steuerung Bearbeitung von Formkernen
Schlüsselwörter: CNC-Bearbeitung von Formkernen, CNC-Bearbeitung

Der Kern und der Hohlraum der Form weisen häufig verschiedene Freiformflächen auf, die sich sehr gut für die Bearbeitung auf CNC-Werkzeugmaschinen eignen. Der Prozess der CNC-Bearbeitung unterscheidet sich erheblich vom normalen Prozess. Dieser Artikel kombiniert das Design des NC-Bearbeitungsprozesses des Formkerns von Produktdekorationen für Kinder, analysiert und fasst die Prozesseigenschaften der NC-Bearbeitung der Form zusammen und bietet eine Referenz für das NC-Prozessdesign der Form.
Der CNC-Bearbeitungsprozess bezieht sich auf die Summe verschiedener Methoden und technischer Mittel, die bei der Bearbeitung von Teilen mit CNC-Werkzeugmaschinen verwendet werden und auf den gesamten CNC-Bearbeitungsprozess angewendet werden. Da die CNC-Bearbeitung die Eigenschaften einer hohen Verarbeitungseffizienz, einer stabilen Qualität, relativ geringer technischer Anforderungen an die Arbeiter und einer einmaligen Klemmung aufweist, kann die Bearbeitung komplexer gekrümmter Oberflächen abgeschlossen werden. Daher ist die Anwendung der CNC-Bearbeitung im Formenbau immer weiter verbreitet, und ihr Status wird immer wichtiger. Die Qualität des CNC-Prozessdesigns wirkt sich direkt auf die Maßgenauigkeit und Oberflächenqualität der CNC-Bearbeitungsabmessungen, die Länge der Bearbeitungszeit, den Material- und Arbeitsaufwand und sogar direkt auf die Sicherheit der Bearbeitung aus. Das folgende Beispiel analysiert den CNC-Bearbeitungsprozess typischer Formteile.
1. Produktanalyse
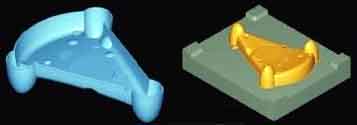
Das in diesem Artikel veranschaulichte Produkt ist eine Dekoration für Kinderprodukte, und das Material ist ABS. Aus dem Produktbild (Abbildung 1) ist ersichtlich, dass das Produkt eine relativ einfache Struktur mit einer flachen Oberfläche, halbkreisförmigen Löchern an der Seite und mehreren runden Löchern an der Oberseite aufweist. Da das Produkt ein Ornament ist und kein genaues Bauteil ist, ist die Erscheinungsqualität des Produkts höher und die Maßtoleranz ist nicht streng.
2. Struktur und Analyse von Formteilen
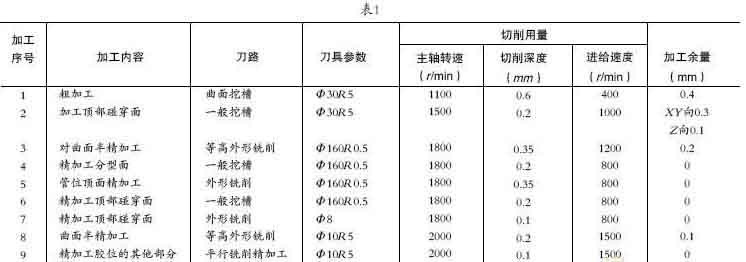
Nach Erhalt der Volumenmodellierung oder Konstruktionszeichnung des Produkts kann die Form mithilfe der CAD-Funktion in Pro / ENGINEER, NX oder MasterCAM entworfen werden. Der entworfene Formkern ist in Abbildung 2 dargestellt.
Der Formkern hat folgende Eigenschaften:
(1) Die Größe des Kernrohlings beträgt 200 × 170 × 65 mm, die Größe nach der Verarbeitung beträgt 160,8 × 126,6 × 35,8 mm und das Material ist S136-Stahl.
(2) Die Höhe der Kernleimposition der Form beträgt 35,8 mm, und die abgerundeten Ecken am Schnittpunkt der elliptischen Oberfläche und der dreieckigen Oberfläche sind klein, nur R1 mm. Es ist schwieriger, diese Positionen direkt mit einem Fräser zu bearbeiten, und die Funkenerosions bearbeitung kann verwendet werden, um die Anforderungen zu erfüllen.
Da die Maßtoleranz des Produkts nicht hoch ist, kann der Kern direkt von CNC-Werkzeugmaschinen bearbeitet werden.
3. Prozessanalyse
Es gibt eine gewisse Differenz zwischen CNC Zerspanungstechnik und traditioneller Zerspanungstechnik. Da die meisten CNC-Werkzeugmaschinen nicht über die Bearbeitungs fähigkeit verfügen, muss jedes Detail des Bearbeitungsprozesses im Voraus festgelegt werden, und die Bearbeitung wird automatisch gemäß dem programmierten Programm abgeschlossen. Daher muss die Verarbeitungstechnik vor dem Programmieren und die entsprechenden Verarbeitungsverfahren im Detail untersucht werden müssen, gestaltet werden.
(1) Prozess-Benchmark-Auswahl
Bei der CNC-Bearbeitung wird meist das Prinzip der Prozes konzentration angewendet. Daher sollten bei der Auswahl von Prozessbenchmarks geeignete Benchmark elemente ausgewählt werden, um die Anzahl der Klemmungen zu verringern und die Verarbeitungseffizienz und Verarbeitungsgenauigkeit zu verbessern.
Gleichzeitig muss bei der Auswahl des Positionierung datums auf die Anforderungen der Zeichnung Bezug genommen werden, damit das Prozess datum mit dem Konstruktions datum übereinstimmt und der Fehler verringert wird, der dadurch verursacht wird, dass sich das Datum nicht überlappt.
In diesem Beispiel ist der Werkstückrohling nach dem Schleifen ein rechteckiger Parallelepiped-Rohling. Parallelität, Rechtwinkligkeit und Maßgenauigkeit wurden garantiert. Daher können die gegenüberliegenden Seiten der Länge und Breite als Referenz in horizontaler Richtung (XY-Richtung) ausgewählt werden, und die Bodenfläche kann als Referenz in Höhenrichtung (Z-Richtung) ausgewählt werden. Suchen Sie gleichzeitig ein Paar Werkzeugdaten auf der Werkzeugmaschine, um sicherzustellen, dass das programmierte Höhendatum, das der Z0-Punkt des Werkstückkoordinatensystems ist, auch nach dem Werkzeugwechsel noch genau gefunden werden kann. Diese Bezugsebenen werden im CNC-Bearbeitungsprozess nicht mehr verarbeitet, da das Bearbeitungsdatum die Genauigkeit und Gleichmäßigkeit des Bezugspunkts sicherstellen kann.
(2) Wahl der Spannmethode
Während des Fräsens umfassen die Klemmverfahren des Werkstücks im Allgemeinen das Klemmen durch Pressen von Platten und Bolzen, das Klemmen durch eine Maschinenflachzange und das Klemmen durch spezielle Vorrichtungen. Der Formkern ist ein einteiliger Fertigungsauftrag, und spezielle Vorrichtungen werden im Allgemeinen nicht verwendet. Die Größe des Formkerns beträgt 200 × 170 × 65 mm, was ein kleines Werkstück ist. Daher werden Maschinen-Flachzangen zum Spannen ausgewählt. Bei Verwendung einer Maschinen-Flachzange beträgt die Höhe des Kerns 35,8 mm. Daher sollte die Höhe der Oberseite des Rohlings von den Backen der Flachzange nach dem Klemmen größer als 35,8 mm sein, und die Unterseite kann mit einem Konturpolster gepolstert werden.
(3) Anordnung der Verarbeitung sequenz
Auf CNC-Werkzeugmaschinen verarbeitete Teile werden in der Regel nach dem Prinzip der Prozess konzentration in Prozesse unterteilt, dh jeder Prozess sollte so viel Verarbeitung inhalt wie möglich enthalten. Die Prozess teilungsverfahren unterteilt werden entsprechend der verwendeten Werkzeuge, unterteilt entsprechend der Anzahl von Einrichtungen, unterteilt nach den Grob- und Feinbearbeitung oder getrennt nach der Bearbeitungsposition. Dieses Beispiel ist der Formkern, der zur einteiligen Produktion gehört. Daher ist das Prinzip Prozess Konzentration, wenn die Abarbeitungsreihenfolge Anordnen der Anzahl der Werkzeugwechsel zu verringern und die Verarbeitungseffizienz zu verbessern.
Ob die Verarbeitungssequenz angemessen angeordnet ist, wirkt sich direkt auf die Verarbeitungsqualität, die Verarbeitungseffizienz und die Verarbeitungskosten aus. Bei der Auswahl der Verarbeitungssequenz ist es erforderlich, die Positionierungsreferenz und die Spannmethode des Teils entsprechend dem rauen Zustand und der Teilestruktur zu kombinieren. Die wichtigsten Punkte müssen berücksichtigt werden, um sicherzustellen, dass die Steifigkeit des Werkstücks während der Bearbeitung nicht beschädigt wird, die Verformung verringert und die Verarbeitungsqualität sichergestellt wird.
Das Blindmaterial des Formkerns ist ein rechteckiges Parallelepiped, und die Trennfläche des Produkts weist eine große Schnittmenge auf. Zuerst muss eine grobe Bearbeitung durchgeführt werden, und dann sind die Halbfertigung und die Endbearbeitung abgeschlossen. Nachdem die Trennfläche bearbeitet wurde, werden die Oberseite, die Kontaktfläche und die Klebeposition in der richtigen Reihenfolge fertiggestellt.
(4). Werkzeugauswahl
Die Wahl der Schneidwerkzeuge ist einer der wichtigen Inhalte im CNC-Bearbeitungsprozess. Das Bearbeitungswerkzeug beeinflusst nicht nur die Bearbeitungseffizienz der Werkzeugmaschine, sondern auch direkt die Bearbeitungsqualität der Teile. Weil die Spindeldrehzahl und der Bereich von CNC-Werkzeugmaschinen viel höher sind als bei gewöhnlichen Werkzeugmaschinen und die Ausgangsleistung der Spindel relativ groß ist. Im Vergleich zu herkömmlichen Bearbeitungsverfahren werden daher höhere Anforderungen an CNC-Bearbeitungswerkzeuge gestellt, die eine hohe Präzision, hohe Festigkeit, gute Steifigkeit und hohe Haltbarkeit erfordern und stabile Abmessungen sowie eine einfache Installation und Einstellung erfordern. CNC-Werkzeuge sind eine der Voraussetzungen für die Verbesserung der Bearbeitungseffizienz. Ihre Auswahl hängt von der Geometrie der bearbeiteten Teile, den Material bedingungen, den Vorrichtungen und der Steifigkeit der ausgewählten Werkzeuge der Werkzeugmaschine ab.
Das Material des Formkerns ist S136-Stahl und die Härte beträgt etwa 220HB; Eine Flachzange wird zum Spannen von Rohlingen verwendet, was eine ausreichende Steifigkeit bietet. Daher werden für die Verarbeitung dieses Kerns Hartmetallfräser verwendet. Die Werkzeugparameter sind wie folgt:
(1) Rundschneider mit einem Durchmesser von 30 mm und einem Radius von 5 mm;
(2) Rundmesser mit einem Durchmesser von 16 mm und einem Radius von 0,5 mm;
(3) Kugelendmesser mit einem Radius von 5 mm;
(4) Schaftfräser mit flachem Boden und einem Durchmesser von 8 mm.
4. Bearbeitungsprozess für numerische Steuerungen basierend auf MaterCAM
Die MaterCAM-Software ist ein CAD / CAM-System, das auf der PC-Plattform basiert. Aufgrund seiner geringen Hardware anforderungen, seines flexiblen Betriebs, seiner einfachen Lernfähigkeit und seiner einfachen Verwendung ist es in der mechanischen Verarbeitung, im Formenbau, in der Automobilindustrie und in der Luft- und Raumfahrtindustrie weit verbreitet. Es hat die Funktionen des zweidimensionalen geometrischen Entwurfs, des dreidimensionalen Oberflächendesigns, der Werkzeugwegsimulation und der Simulation von Verarbeitungseinheiten. In diesem Beispiel wird MasterCAM 9.1 für die Programmierung von Werkzeugpfaden verwendet. Die Verarbeitungssequenz ist in Tabelle 1 gezeigt.
Die obigen Verarbeitungsschritte wurden durch tatsächliche Verarbeitung verifiziert, was beweist, dass der Verarbeitungseffekt gut ist und die Maßgenauigkeit und Oberflächenverarbeitungsqualität den Anforderungen der Zeichnungen entsprechen.
5. Analyse und Zusammenfassung
(1) CNC-Werkzeugmaschinen haben offensichtliche Vorteile bei der Verarbeitung von Formteilen mit komplexen gekrümmten Oberflächen. Solange das Prozessdesign angemessen ist, können mehr als 80% des Verarbeitungsvolumens abgeschlossen werden.
(2) Die CNC-Bearbeitung von Formen ist im Allgemeinen eine schnelle Prototyp-Kleinserienfertigung. Daher werden üblicherweise Allzweck Vorrichtungen zum Spannen verwendet, und mehrere Prozesse werden in einer Klemmung abgeschlossen. Daher sollte bei der Prozessgestaltung das Prinzip der Prozess konzentration angewendet werden, um den Prozess so konzentriert wie möglich zu gestalten. Minimieren Sie gleichzeitig die Anzahl der Werkzeugwechsel, um die Standby-Zeit zu verkürzen und die Werkzeugmaschinenauslastung zu verbessern.
(3) Formformteile können im Allgemeinen durch drei Prozesse fertiggestellt werden: Grobbearbeitung → Halbfertigung → Endbearbeitung. Bei der Prozessgestaltung muss auf die Auswahl des Positionierungs datums geachtet werden, versucht werden, das Zusammentreffen von Positionierung Datum und Konstruktion Datum sicherzustellen und Fehler zu reduzieren, die durch inkonsistente Daten verursacht werden. Gleichzeitig sollte die Wahl der Positionierung Referenz die Einstellung des Werkstücks Koordinatensystems vereinfachen.
(4) Bei der Auswahl eines Werkzeugs sollten viele Faktoren wie Werkzeugmaschine, Werkstück material und Konstruktionsanforderungen umfassend berücksichtigt werden. Die Einstellung der Werkzeugparameter sollte auf den vom Werkzeughersteller verbesserten Parametern basieren, und entsprechende Änderungen sollten entsprechend den Verarbeitungsbedingungen vorgenommen werden, um das Potenzial des Werkzeugs zu maximieren. Um sicherzustellen, dass das Werkzeug das Werkstück nicht beeinträchtigt, versuchen Sie, die Länge des Werkzeugs zu verkürzen, um die Vibrationen des Werkzeugs zu verringern, die Lebensdauer des Werkzeugs zu verlängern und die Bearbeitungsgenauigkeit zu verbessern.
Der Kern und der Hohlraum der Form weisen häufig verschiedene Freiformflächen auf, die sich sehr gut für die Bearbeitung auf CNC-Werkzeugmaschinen eignen. Der Prozess der CNC-Bearbeitung unterscheidet sich erheblich vom normalen Prozess. Dieser Artikel kombiniert das Design des NC-Bearbeitungsprozesses des Formkerns von Produktdekorationen für Kinder, analysiert und fasst die Prozesseigenschaften der NC-Bearbeitung der Form zusammen und bietet eine Referenz für das NC-Prozessdesign der Form.
Der CNC-Bearbeitungsprozess bezieht sich auf die Summe verschiedener Methoden und technischer Mittel, die bei der Bearbeitung von Teilen mit CNC-Werkzeugmaschinen verwendet werden und auf den gesamten CNC-Bearbeitungsprozess angewendet werden. Da die CNC-Bearbeitung die Eigenschaften einer hohen Verarbeitungseffizienz, einer stabilen Qualität, relativ geringer technischer Anforderungen an die Arbeiter und einer einmaligen Klemmung aufweist, kann die Bearbeitung komplexer gekrümmter Oberflächen abgeschlossen werden. Daher ist die Anwendung der CNC-Bearbeitung im Formenbau immer weiter verbreitet, und ihr Status wird immer wichtiger. Die Qualität des CNC-Prozessdesigns wirkt sich direkt auf die Maßgenauigkeit und Oberflächenqualität der CNC-Bearbeitungsabmessungen, die Länge der Bearbeitungszeit, den Material- und Arbeitsaufwand und sogar direkt auf die Sicherheit der Bearbeitung aus. Das folgende Beispiel analysiert den CNC-Bearbeitungsprozess typischer Formteile.
1. Produktanalyse
Das in diesem Artikel veranschaulichte Produkt ist eine Dekoration für Kinderprodukte, und das Material ist ABS. Aus dem Produktbild (Abbildung 1) ist ersichtlich, dass das Produkt eine relativ einfache Struktur mit einer flachen Oberfläche, halbkreisförmigen Löchern an der Seite und mehreren runden Löchern an der Oberseite aufweist. Da das Produkt ein Ornament ist und kein genaues Bauteil ist, ist die Erscheinungsqualität des Produkts höher und die Maßtoleranz ist nicht streng.
2. Struktur und Analyse von Formteilen
Nach Erhalt der Volumenmodellierung oder Konstruktionszeichnung des Produkts kann die Form mithilfe der CAD-Funktion in Pro / ENGINEER, NX oder MasterCAM entworfen werden. Der entworfene Formkern ist in Abbildung 2 dargestellt.
Der Formkern hat folgende Eigenschaften:
(1) Die Größe des Kernrohlings beträgt 200 × 170 × 65 mm, die Größe nach der Verarbeitung beträgt 160,8 × 126,6 × 35,8 mm und das Material ist S136-Stahl.
(2) Die Höhe der Kernleimposition der Form beträgt 35,8 mm, und die abgerundeten Ecken am Schnittpunkt der elliptischen Oberfläche und der dreieckigen Oberfläche sind klein, nur R1 mm. Es ist schwieriger, diese Positionen direkt mit einem Fräser zu bearbeiten, und die Funkenerosions bearbeitung kann verwendet werden, um die Anforderungen zu erfüllen.
Da die Maßtoleranz des Produkts nicht hoch ist, kann der Kern direkt von CNC-Werkzeugmaschinen bearbeitet werden.
3. Prozessanalyse
Es gibt eine gewisse Differenz zwischen CNC Zerspanungstechnik und traditioneller Zerspanungstechnik. Da die meisten CNC-Werkzeugmaschinen nicht über die Bearbeitungs fähigkeit verfügen, muss jedes Detail des Bearbeitungsprozesses im Voraus festgelegt werden, und die Bearbeitung wird automatisch gemäß dem programmierten Programm abgeschlossen. Daher muss die Verarbeitungstechnik vor dem Programmieren und die entsprechenden Verarbeitungsverfahren im Detail untersucht werden müssen, gestaltet werden.
(1) Prozess-Benchmark-Auswahl
Bei der CNC-Bearbeitung wird meist das Prinzip der Prozes konzentration angewendet. Daher sollten bei der Auswahl von Prozessbenchmarks geeignete Benchmark elemente ausgewählt werden, um die Anzahl der Klemmungen zu verringern und die Verarbeitungseffizienz und Verarbeitungsgenauigkeit zu verbessern.
Gleichzeitig muss bei der Auswahl des Positionierung datums auf die Anforderungen der Zeichnung Bezug genommen werden, damit das Prozess datum mit dem Konstruktions datum übereinstimmt und der Fehler verringert wird, der dadurch verursacht wird, dass sich das Datum nicht überlappt.
In diesem Beispiel ist der Werkstückrohling nach dem Schleifen ein rechteckiger Parallelepiped-Rohling. Parallelität, Rechtwinkligkeit und Maßgenauigkeit wurden garantiert. Daher können die gegenüberliegenden Seiten der Länge und Breite als Referenz in horizontaler Richtung (XY-Richtung) ausgewählt werden, und die Bodenfläche kann als Referenz in Höhenrichtung (Z-Richtung) ausgewählt werden. Suchen Sie gleichzeitig ein Paar Werkzeugdaten auf der Werkzeugmaschine, um sicherzustellen, dass das programmierte Höhendatum, das der Z0-Punkt des Werkstückkoordinatensystems ist, auch nach dem Werkzeugwechsel noch genau gefunden werden kann. Diese Bezugsebenen werden im CNC-Bearbeitungsprozess nicht mehr verarbeitet, da das Bearbeitungsdatum die Genauigkeit und Gleichmäßigkeit des Bezugspunkts sicherstellen kann.
(2) Wahl der Spannmethode
Während des Fräsens umfassen die Klemmverfahren des Werkstücks im Allgemeinen das Klemmen durch Pressen von Platten und Bolzen, das Klemmen durch eine Maschinenflachzange und das Klemmen durch spezielle Vorrichtungen. Der Formkern ist ein einteiliger Fertigungsauftrag, und spezielle Vorrichtungen werden im Allgemeinen nicht verwendet. Die Größe des Formkerns beträgt 200 × 170 × 65 mm, was ein kleines Werkstück ist. Daher werden Maschinen-Flachzangen zum Spannen ausgewählt. Bei Verwendung einer Maschinen-Flachzange beträgt die Höhe des Kerns 35,8 mm. Daher sollte die Höhe der Oberseite des Rohlings von den Backen der Flachzange nach dem Klemmen größer als 35,8 mm sein, und die Unterseite kann mit einem Konturpolster gepolstert werden.
(3) Anordnung der Verarbeitung sequenz
Auf CNC-Werkzeugmaschinen verarbeitete Teile werden in der Regel nach dem Prinzip der Prozess konzentration in Prozesse unterteilt, dh jeder Prozess sollte so viel Verarbeitung inhalt wie möglich enthalten. Die Prozess teilungsverfahren unterteilt werden entsprechend der verwendeten Werkzeuge, unterteilt entsprechend der Anzahl von Einrichtungen, unterteilt nach den Grob- und Feinbearbeitung oder getrennt nach der Bearbeitungsposition. Dieses Beispiel ist der Formkern, der zur einteiligen Produktion gehört. Daher ist das Prinzip Prozess Konzentration, wenn die Abarbeitungsreihenfolge Anordnen der Anzahl der Werkzeugwechsel zu verringern und die Verarbeitungseffizienz zu verbessern.
Ob die Verarbeitungssequenz angemessen angeordnet ist, wirkt sich direkt auf die Verarbeitungsqualität, die Verarbeitungseffizienz und die Verarbeitungskosten aus. Bei der Auswahl der Verarbeitungssequenz ist es erforderlich, die Positionierungsreferenz und die Spannmethode des Teils entsprechend dem rauen Zustand und der Teilestruktur zu kombinieren. Die wichtigsten Punkte müssen berücksichtigt werden, um sicherzustellen, dass die Steifigkeit des Werkstücks während der Bearbeitung nicht beschädigt wird, die Verformung verringert und die Verarbeitungsqualität sichergestellt wird.
Das Blindmaterial des Formkerns ist ein rechteckiges Parallelepiped, und die Trennfläche des Produkts weist eine große Schnittmenge auf. Zuerst muss eine grobe Bearbeitung durchgeführt werden, und dann sind die Halbfertigung und die Endbearbeitung abgeschlossen. Nachdem die Trennfläche bearbeitet wurde, werden die Oberseite, die Kontaktfläche und die Klebeposition in der richtigen Reihenfolge fertiggestellt.
(4). Werkzeugauswahl
Die Wahl der Schneidwerkzeuge ist einer der wichtigen Inhalte im CNC-Bearbeitungsprozess. Das Bearbeitungswerkzeug beeinflusst nicht nur die Bearbeitungseffizienz der Werkzeugmaschine, sondern auch direkt die Bearbeitungsqualität der Teile. Weil die Spindeldrehzahl und der Bereich von CNC-Werkzeugmaschinen viel höher sind als bei gewöhnlichen Werkzeugmaschinen und die Ausgangsleistung der Spindel relativ groß ist. Im Vergleich zu herkömmlichen Bearbeitungsverfahren werden daher höhere Anforderungen an CNC-Bearbeitungswerkzeuge gestellt, die eine hohe Präzision, hohe Festigkeit, gute Steifigkeit und hohe Haltbarkeit erfordern und stabile Abmessungen sowie eine einfache Installation und Einstellung erfordern. CNC-Werkzeuge sind eine der Voraussetzungen für die Verbesserung der Bearbeitungseffizienz. Ihre Auswahl hängt von der Geometrie der bearbeiteten Teile, den Material bedingungen, den Vorrichtungen und der Steifigkeit der ausgewählten Werkzeuge der Werkzeugmaschine ab.
Das Material des Formkerns ist S136-Stahl und die Härte beträgt etwa 220HB; Eine Flachzange wird zum Spannen von Rohlingen verwendet, was eine ausreichende Steifigkeit bietet. Daher werden für die Verarbeitung dieses Kerns Hartmetallfräser verwendet. Die Werkzeugparameter sind wie folgt:
(1) Rundschneider mit einem Durchmesser von 30 mm und einem Radius von 5 mm;
(2) Rundmesser mit einem Durchmesser von 16 mm und einem Radius von 0,5 mm;
(3) Kugelendmesser mit einem Radius von 5 mm;
(4) Schaftfräser mit flachem Boden und einem Durchmesser von 8 mm.
4. Bearbeitungsprozess für numerische Steuerungen basierend auf MaterCAM
Die MaterCAM-Software ist ein CAD / CAM-System, das auf der PC-Plattform basiert. Aufgrund seiner geringen Hardware anforderungen, seines flexiblen Betriebs, seiner einfachen Lernfähigkeit und seiner einfachen Verwendung ist es in der mechanischen Verarbeitung, im Formenbau, in der Automobilindustrie und in der Luft- und Raumfahrtindustrie weit verbreitet. Es hat die Funktionen des zweidimensionalen geometrischen Entwurfs, des dreidimensionalen Oberflächendesigns, der Werkzeugwegsimulation und der Simulation von Verarbeitungseinheiten. In diesem Beispiel wird MasterCAM 9.1 für die Programmierung von Werkzeugpfaden verwendet. Die Verarbeitungssequenz ist in Tabelle 1 gezeigt.
Die obigen Verarbeitungsschritte wurden durch tatsächliche Verarbeitung verifiziert, was beweist, dass der Verarbeitungseffekt gut ist und die Maßgenauigkeit und Oberflächenverarbeitungsqualität den Anforderungen der Zeichnungen entsprechen.
5. Analyse und Zusammenfassung
(1) CNC-Werkzeugmaschinen haben offensichtliche Vorteile bei der Verarbeitung von Formteilen mit komplexen gekrümmten Oberflächen. Solange das Prozessdesign angemessen ist, können mehr als 80% des Verarbeitungsvolumens abgeschlossen werden.
(2) Die CNC-Bearbeitung von Formen ist im Allgemeinen eine schnelle Prototyp-Kleinserienfertigung. Daher werden üblicherweise Allzweck Vorrichtungen zum Spannen verwendet, und mehrere Prozesse werden in einer Klemmung abgeschlossen. Daher sollte bei der Prozessgestaltung das Prinzip der Prozess konzentration angewendet werden, um den Prozess so konzentriert wie möglich zu gestalten. Minimieren Sie gleichzeitig die Anzahl der Werkzeugwechsel, um die Standby-Zeit zu verkürzen und die Werkzeugmaschinenauslastung zu verbessern.
(3) Formformteile können im Allgemeinen durch drei Prozesse fertiggestellt werden: Grobbearbeitung → Halbfertigung → Endbearbeitung. Bei der Prozessgestaltung muss auf die Auswahl des Positionierungs datums geachtet werden, versucht werden, das Zusammentreffen von Positionierung Datum und Konstruktion Datum sicherzustellen und Fehler zu reduzieren, die durch inkonsistente Daten verursacht werden. Gleichzeitig sollte die Wahl der Positionierung Referenz die Einstellung des Werkstücks Koordinatensystems vereinfachen.
(4) Bei der Auswahl eines Werkzeugs sollten viele Faktoren wie Werkzeugmaschine, Werkstück material und Konstruktionsanforderungen umfassend berücksichtigt werden. Die Einstellung der Werkzeugparameter sollte auf den vom Werkzeughersteller verbesserten Parametern basieren, und entsprechende Änderungen sollten entsprechend den Verarbeitungsbedingungen vorgenommen werden, um das Potenzial des Werkzeugs zu maximieren. Um sicherzustellen, dass das Werkzeug das Werkstück nicht beeinträchtigt, versuchen Sie, die Länge des Werkzeugs zu verkürzen, um die Vibrationen des Werkzeugs zu verringern, die Lebensdauer des Werkzeugs zu verlängern und die Bearbeitungsgenauigkeit zu verbessern.




