CNC-Bearbeitung von Bohrungen
CNC langweilig ist die Weiterverarbeitung von Löchern, die mit einem Bohrwerkzeug gebohrt, gegossen oder geschmiedet wurden. Es kann auf einer Dreh-, Bohr- oder Fräs maschine durchgeführt werden. CNC langweilig ist einer der üblicherweise verwendeten Lochverarbeitung methoden, die in Aufbohren unterteilt werden können, semi-Feinbohren und Feinbohren. Die Maßtoleranz beim Grobbohren beträgt IT13~IT12 und der Oberflächenrauheit wert Ra12,5~6,3μm;
Die Maßtoleranz Grad der halb-Feinbohren ist IT10 ~ IT9, und die Oberflächenrauhigkeit Wert Ra6.3 ~ 3,2 um;
Die Maßtoleranz Grad von Feinbohren ist IT8 ~ IT7, und die Oberflächenrauhigkeit Wert Ra1.6 ~ 0,8 um.
 1. Drehloch der Drehmaschine
1. Drehloch der Drehmaschine
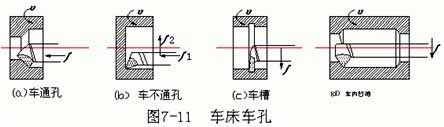
Das Drehloch der Drehmaschine ist in Abbildung 7-11 dargestellt. Beim Drehen von undurchlässigen Bohrungen oder Bohrungen mit rechtwinkligen Stufen (Bild 7-11b) kann der Drehmeißel zuerst eine Längsvorschub bewegung ausführen. Beim Schneiden bis zum Ende der Bohrung wechselt der Drehmeißel in eine Quervorschub bewegung und anschließend wird die innere Stirnseite bearbeitet. Auf diese Weise kann die innere Stirnfläche und mit der Lochwand verbunden werden. Drehen Sie die Nut des Innenlochs (Abbildung 7-11d), fahren Sie den Drehmeißel in das Loch, führen Sie zuerst den horizontalen Vorschub durch, schneiden Sie auf die erforderliche Tiefe und führen Sie dann die Längsvorschub bewegung durch.
Das Drehloch an der Drehmaschine ist die Drehung des Werkstücks und die Bewegung des Drehwerkzeugs. Die Größe der Öffnung kann durch die Schnitttiefe und die Anzahl der Durchgänge des Drehwerkzeugs gesteuert werden, und die Bedienung ist bequemer.
Die Drehlöcher der Drehmaschine werden meistens verwendet, um die Löcher der Scheibenhülse und kleine Bügelteile zu bearbeiten.
 2. Bohr bearbeitung der Bohrmaschine
2. Bohr bearbeitung der Bohrmaschine
Es gibt drei Haupt methoden für die Bohr bearbeitung auf einer Bohrmaschine:
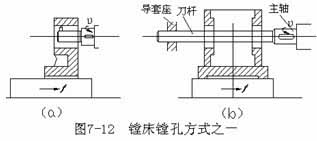
(1) Die Spindel der Bohrmaschine treibt die Werkzeugstange und das Bohrwerkzeug an, um sich zu drehen, und der Arbeitstisch treibt das Werkstück an, um eine Längsvorschub bewegung auszuführen, wie in Abbildung 7-12 gezeigt. Der Bohrungsdurchmesser, der auf diese Weise gebohrt wird, beträgt im Allgemeinen weniger als etwa 120 mm. Abbildung 7-12a zeigt die überhängende Werkzeugleiste, die nicht zu weit verlängert werden sollte, um übermäßige Biegung und Verformung zu vermeiden. Wird im Allgemeinen zum Bohren von Löchern mit geringer Tiefe verwendet. Die in Abbildung 7-12b gezeigte Bohrstange ist länger und wird zum Bohren von koaxialen Löchern mit großem Abstand zwischen den beiden Kastenwänden verwendet. Um die Steifigkeit der Bohrwerkzeug tange zu erhöhen, wird das andere Ende der Werkzeug tange im Führung hülsensitz der hinteren Säule der Bohrmaschine abgestützt.
(2) Die Spindel der Bohr maschine treibt die Werkzeugstange und das Bohrwerkzeug an, um sich zu drehen und eine Längsvorschub bewegung auszuführen, wie in Abbildung 7-13 gezeigt. Auf diese Weise nimmt die Länge des Hauptwellen überhangs weiter zu und die Steifigkeit nimmt entsprechend ab. Wird im Allgemeinen nur zum Bohren von kurzen Löchern verwendet.
Bei den beiden oben genannten Bohrmethoden sollten die Größe und Toleranz der Öffnung durch Anpassen der Länge des Schneidkopfs sichergestellt werden, wie in Abbildung 7-14 gezeigt. Justierung, Probebohrung und Messung sind erforderlich, und das formelle Bohren kann erst nach Qualifizierung der Öffnung durchgeführt werden. Die technischen Anforderungen an den Betrieb sind relativ hoch.
(3) Die flache rotierende Scheibe der Bohrmaschine treibt das Bohrwerkzeug zum Rotieren an, und der Arbeitstisch treibt das Werkstück an, um eine Längsvorschub bewegung auszuführen.
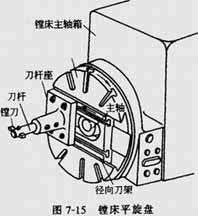
Wie in Abbildung 7-15 gezeigt, kann sich die flachdrehende Platte der Bohrmaschine mit dem Spindelstock auf und ab bewegen und sich selbst drehen. Der radiale Werkzeughalter im Mittelteil kann radiale Vorschub bewegungen ausführen und kann sich auch in jeder gewünschten Position befinden.
Verwenden Sie wie in Abbildung 7-16a gezeigt den radialen Werkzeughalter, um das Bohrwerkzeug in eine exzentrische Position zu bringen, um große Löcher zu bohren. Diese Bohr methode wird oft für Löcher über Φ200 mm verwendet, aber die Löcher sollten nicht zu lang sein. Abbildung 7-16b, zum Bohren der inneren Nut treibt die flache rotierende Scheibe das Bohrwerkzeug zum Rotieren an, und der radiale Werkzeugstift treibt das Bohrwerkzeug an, um eine kontinuierliche radiale Vorschub bewegung auszuführen. Wenn die Spitze des Werkzeugs aus dem Ende der Werkzeugleiste herausragt, kann auch die Stirnseite des Lochs gebohrt werden.
Die Bohrmaschine wird hauptsächlich zum Bohren der Stützlöcher, innere Nuten und die Stirnflächen der großen und mittleren Brackets oder Kästen verwendet, die Bohrmaschine zum Bohren verwendet werden können, Aufreiben, Räumen, Fräsen und Ausfräsungen Ebenen.
3. Boring Technologie der Fräsmaschine
Das Bohren auf einer Horizontal fräs maschine ist das gleiche wie in Abbildung 7-12a. Die Bohrstange wird in der Spindelkegelbohrung der Horizontal fräsmaschine für die Dreh bewegung und das Werkstück auf dem Arbeitstisch für die seitliche Vorschub bewegung installiert.
4. Bohren von schwimmenden Teilen
Wie oben erwähnt, verwenden Dreh-, Bohr- und Fräs maschinen meist einschneidige Bohrwerkzeuge. In der Serien- oder Massen produktion kann das schwimmende Bohrwerkzeug zum Fertigschleifen von Löchern mit großem Durchmesser (>Φ80mm), langer Lochtiefe und hoher Präzision verwendet werden.
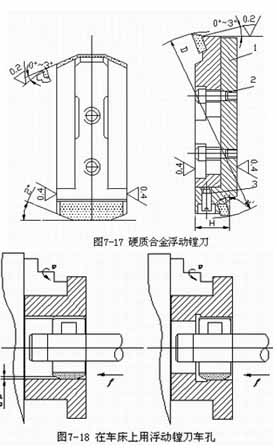
Der einstellbare schwimmende langweilige Block ist in Figur 7-17 gezeigt ist. Lösen Sie beim Einstellen die beiden Schrauben 2 und drehen Sie die Schraube 3, um die radiale Position der Messerwelle 1 an den Durchmesser und die Toleranz des Bohrlochs anzupassen. Die schwimmende Bohrwerkzeug dreht sich das Werkstück auf der Drehmaschine, wie in Figur 7-18 gezeigt ist. Beim Arbeiten wird die Werkzeugleiste auf dem quadratischen Werkzeughalter befestigt und der schwimmende Bohrwerkzeugblock wird in das rechteckige Loch der Werkzeugleiste installiert. Verlassen Sie sich auf das Gleichgewicht der radialen Schnittkräfte der beiden Kanten, um automatisch zu zentrieren, was den Lochdurchmesser fehler, der durch den Installationsfehler des Werkzeugblocks auf der Werkzeugleiste verursacht wird, beseitigen kann.
Das schwimmende Aufbohren entspricht im Wesentlichen dem Reiben, und seine Bearbeitung zugabe, erreichbare Maßgenauigkeit und Oberflächenrauheit sind ähnlich wie beim Reiben. Die Vorteile des schwimmenden Bohrens sind, dass es einfach und stabil ist, um die Bearbeitung qualität, einfache Bedienung und hohe Produktivität zu gewährleisten. Der Positionsfehler des ursprünglichen Lochs kann jedoch nicht korrigiert werden, daher sollte die Position genauigkeit des Lochs im vorherigen Prozess garantiert werden.
Die Maßtoleranz Grad der halb-Feinbohren ist IT10 ~ IT9, und die Oberflächenrauhigkeit Wert Ra6.3 ~ 3,2 um;
Die Maßtoleranz Grad von Feinbohren ist IT8 ~ IT7, und die Oberflächenrauhigkeit Wert Ra1.6 ~ 0,8 um.
Das Drehloch der Drehmaschine ist in Abbildung 7-11 dargestellt. Beim Drehen von undurchlässigen Bohrungen oder Bohrungen mit rechtwinkligen Stufen (Bild 7-11b) kann der Drehmeißel zuerst eine Längsvorschub bewegung ausführen. Beim Schneiden bis zum Ende der Bohrung wechselt der Drehmeißel in eine Quervorschub bewegung und anschließend wird die innere Stirnseite bearbeitet. Auf diese Weise kann die innere Stirnfläche und mit der Lochwand verbunden werden. Drehen Sie die Nut des Innenlochs (Abbildung 7-11d), fahren Sie den Drehmeißel in das Loch, führen Sie zuerst den horizontalen Vorschub durch, schneiden Sie auf die erforderliche Tiefe und führen Sie dann die Längsvorschub bewegung durch.
Das Drehloch an der Drehmaschine ist die Drehung des Werkstücks und die Bewegung des Drehwerkzeugs. Die Größe der Öffnung kann durch die Schnitttiefe und die Anzahl der Durchgänge des Drehwerkzeugs gesteuert werden, und die Bedienung ist bequemer.
Die Drehlöcher der Drehmaschine werden meistens verwendet, um die Löcher der Scheibenhülse und kleine Bügelteile zu bearbeiten.
Es gibt drei Haupt methoden für die Bohr bearbeitung auf einer Bohrmaschine:
(1) Die Spindel der Bohrmaschine treibt die Werkzeugstange und das Bohrwerkzeug an, um sich zu drehen, und der Arbeitstisch treibt das Werkstück an, um eine Längsvorschub bewegung auszuführen, wie in Abbildung 7-12 gezeigt. Der Bohrungsdurchmesser, der auf diese Weise gebohrt wird, beträgt im Allgemeinen weniger als etwa 120 mm. Abbildung 7-12a zeigt die überhängende Werkzeugleiste, die nicht zu weit verlängert werden sollte, um übermäßige Biegung und Verformung zu vermeiden. Wird im Allgemeinen zum Bohren von Löchern mit geringer Tiefe verwendet. Die in Abbildung 7-12b gezeigte Bohrstange ist länger und wird zum Bohren von koaxialen Löchern mit großem Abstand zwischen den beiden Kastenwänden verwendet. Um die Steifigkeit der Bohrwerkzeug tange zu erhöhen, wird das andere Ende der Werkzeug tange im Führung hülsensitz der hinteren Säule der Bohrmaschine abgestützt.
(2) Die Spindel der Bohr maschine treibt die Werkzeugstange und das Bohrwerkzeug an, um sich zu drehen und eine Längsvorschub bewegung auszuführen, wie in Abbildung 7-13 gezeigt. Auf diese Weise nimmt die Länge des Hauptwellen überhangs weiter zu und die Steifigkeit nimmt entsprechend ab. Wird im Allgemeinen nur zum Bohren von kurzen Löchern verwendet.
Bei den beiden oben genannten Bohrmethoden sollten die Größe und Toleranz der Öffnung durch Anpassen der Länge des Schneidkopfs sichergestellt werden, wie in Abbildung 7-14 gezeigt. Justierung, Probebohrung und Messung sind erforderlich, und das formelle Bohren kann erst nach Qualifizierung der Öffnung durchgeführt werden. Die technischen Anforderungen an den Betrieb sind relativ hoch.
(3) Die flache rotierende Scheibe der Bohrmaschine treibt das Bohrwerkzeug zum Rotieren an, und der Arbeitstisch treibt das Werkstück an, um eine Längsvorschub bewegung auszuführen.
Wie in Abbildung 7-15 gezeigt, kann sich die flachdrehende Platte der Bohrmaschine mit dem Spindelstock auf und ab bewegen und sich selbst drehen. Der radiale Werkzeughalter im Mittelteil kann radiale Vorschub bewegungen ausführen und kann sich auch in jeder gewünschten Position befinden.
Verwenden Sie wie in Abbildung 7-16a gezeigt den radialen Werkzeughalter, um das Bohrwerkzeug in eine exzentrische Position zu bringen, um große Löcher zu bohren. Diese Bohr methode wird oft für Löcher über Φ200 mm verwendet, aber die Löcher sollten nicht zu lang sein. Abbildung 7-16b, zum Bohren der inneren Nut treibt die flache rotierende Scheibe das Bohrwerkzeug zum Rotieren an, und der radiale Werkzeugstift treibt das Bohrwerkzeug an, um eine kontinuierliche radiale Vorschub bewegung auszuführen. Wenn die Spitze des Werkzeugs aus dem Ende der Werkzeugleiste herausragt, kann auch die Stirnseite des Lochs gebohrt werden.
Die Bohrmaschine wird hauptsächlich zum Bohren der Stützlöcher, innere Nuten und die Stirnflächen der großen und mittleren Brackets oder Kästen verwendet, die Bohrmaschine zum Bohren verwendet werden können, Aufreiben, Räumen, Fräsen und Ausfräsungen Ebenen.
3. Boring Technologie der Fräsmaschine
Das Bohren auf einer Horizontal fräs maschine ist das gleiche wie in Abbildung 7-12a. Die Bohrstange wird in der Spindelkegelbohrung der Horizontal fräsmaschine für die Dreh bewegung und das Werkstück auf dem Arbeitstisch für die seitliche Vorschub bewegung installiert.
4. Bohren von schwimmenden Teilen
Wie oben erwähnt, verwenden Dreh-, Bohr- und Fräs maschinen meist einschneidige Bohrwerkzeuge. In der Serien- oder Massen produktion kann das schwimmende Bohrwerkzeug zum Fertigschleifen von Löchern mit großem Durchmesser (>Φ80mm), langer Lochtiefe und hoher Präzision verwendet werden.
Der einstellbare schwimmende langweilige Block ist in Figur 7-17 gezeigt ist. Lösen Sie beim Einstellen die beiden Schrauben 2 und drehen Sie die Schraube 3, um die radiale Position der Messerwelle 1 an den Durchmesser und die Toleranz des Bohrlochs anzupassen. Die schwimmende Bohrwerkzeug dreht sich das Werkstück auf der Drehmaschine, wie in Figur 7-18 gezeigt ist. Beim Arbeiten wird die Werkzeugleiste auf dem quadratischen Werkzeughalter befestigt und der schwimmende Bohrwerkzeugblock wird in das rechteckige Loch der Werkzeugleiste installiert. Verlassen Sie sich auf das Gleichgewicht der radialen Schnittkräfte der beiden Kanten, um automatisch zu zentrieren, was den Lochdurchmesser fehler, der durch den Installationsfehler des Werkzeugblocks auf der Werkzeugleiste verursacht wird, beseitigen kann.
Das schwimmende Aufbohren entspricht im Wesentlichen dem Reiben, und seine Bearbeitung zugabe, erreichbare Maßgenauigkeit und Oberflächenrauheit sind ähnlich wie beim Reiben. Die Vorteile des schwimmenden Bohrens sind, dass es einfach und stabil ist, um die Bearbeitung qualität, einfache Bedienung und hohe Produktivität zu gewährleisten. Der Positionsfehler des ursprünglichen Lochs kann jedoch nicht korrigiert werden, daher sollte die Position genauigkeit des Lochs im vorherigen Prozess garantiert werden.




