Fraes und Drehtechnik aus Edelstahl
Edelstahl Material weisen eine hohe Zähigkeit, eine hohe Wärmefestigkeit und eine geringe Wärmeleitfähigkeit auf. Während des Fräsens und Drehens ist die plastische Verformung groß, die Kaltverfestigung ist schwerwiegend, die Schneidwärme ist zu hoch und die Wärmeableitung ist schwierig. Infolgedessen ist die Schnitttemperatur an der Spitze des Werkzeugs hoch, der Span haftet stark an der Schneidkante und es ist leicht, angesammelte Spankanten zu erzeugen, was nicht nur den Verschleiß des Werkzeugs verstärkt, sondern auch die Oberflächenrauheit der bearbeiteten Oberfläche beeinflusst. Da sich die Späne nicht leicht kräuseln und brechen lassen, wird außerdem die bearbeitete Oberfläche beschädigt und die Qualität des Werkstücks beeinträchtigt. Um die Bearbeitungseffizienz und die Qualität des Werkstücks zu verbessern, werden die richtige Auswahl des Werkzeugmaterials, die geometrischen Parameter des Drehwerkzeugs und die Fräsmenge wie folgt eingeführt:
Werkzeuge zum Fräsen und Drehen von Edelstahl
1. Die richtige Auswahl der Fräswerkzeug Materialien. Das Werkzeugmaterial ist der entscheidende Faktor für eine hocheffiziente Bearbeitung von Edelstahl. Entsprechend den Schneideigenschaften von Edelstahl sollte das Werkzeugmaterial eine ausreichende Festigkeit, Zähigkeit, hohe Härte, hohe Verschleißfestigkeit und geringe Haftung an Edelstahl aufweisen. Zu den häufig verwendeten Werkzeugmaterialien gehören Hartmetall und Schnellarbeitsstahl, und Werkzeuge mit komplexen Formen verwenden hauptsächlich Schnellarbeitsstahl Materialien. Da die Schnittgeschwindigkeit von Schnellarbeitsstahl, der Edelstahl schneidet, nicht zu hoch sein darf, wirkt sich dies auf die Verbesserung der Produktionseffizienz aus. Für einfachere Drehwerkzeuge sollte das Werkzeugmaterial aus Hartmetall mit hoher Festigkeit und guter Wärmeleitfähigkeit bestehen, da seine Härte und Verschleißfestigkeit besser sind als bei Schnellarbeitsstahl.

Üblicherweise verwendete Hartmetallmaterialien sind: Wolfram-Kobalt-Typ (YG3, YG6, YG8, YG3X, YG6X), Wolfram-Kobalt-Titan-Typ (YT30, YT15, YT14, YT5), allgemeiner Typ (YW1, YW2). YG-Hartmetall hat eine gute Zähigkeit und Wärmeleitfähigkeit und ist nicht leicht mit Spänen zu verbinden. Daher eignet es sich zum Grobdrehen von Edelstahl; Die Härte, Verschleißfestigkeit, Hitzebeständigkeit, Oxidationsbeständigkeit und Zähigkeit von YW Sintercarbid ist gut, und sie sind für Edelstahl-Feindrehen Verarbeitung geeignet. Bei der Verarbeitung von austenitischem Edelstahl 1Cr18Ni9Ti ist YT-Hartmetall nicht geeignet. Da Ti im Edelstahl und Ti in der Hartlegierung vom YT-Typ eine Affinität aufweisen, können die Späne das Ti in der Legierung leicht entfernen, was die Erhöhung des Werkzeugverschleißes fördert.
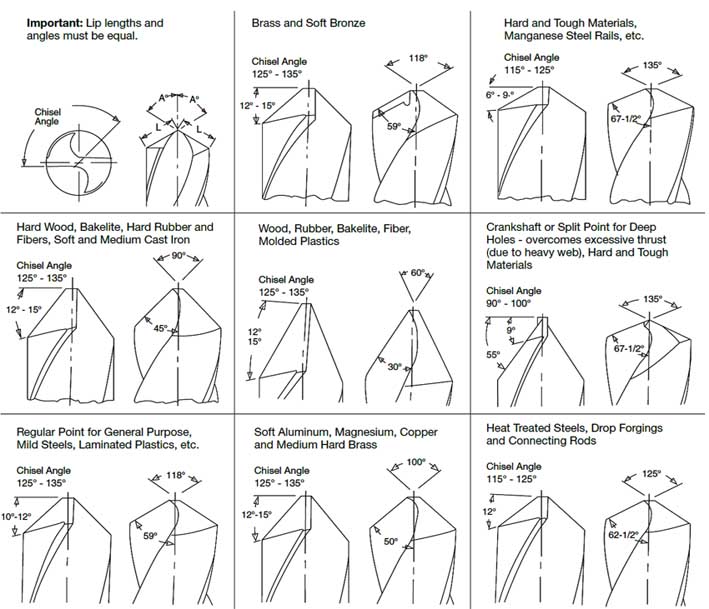
Geometrischer Winkel der Fräs- und Drehwerkzeuge
2. Die Wahl des geometrischen Winkels des Schneidteils des Werkzeugs hat einen großen Einfluss auf die Produktivität beim Schneiden von Edelstahl, die Haltbarkeit des Werkzeugs, die Oberflächenrauheit, die Schnittkraft und die Kaltverfestigung. Eine angemessene Auswahl und Verbesserung der geometrischen Parameter des Werkzeugs ist ein wirksamer Weg, um die Verarbeitungsqualität sicherzustellen, die Effizienz zu verbessern und die Kosten zu senken.Die Wahl des Spanwinkels γ0 des Drehwerkzeugs:
Die Größe des Spanwinkels bestimmt die Schärfe und Festigkeit der Klinge. Durch Erhöhen des Spanwinkels kann die Spanverformung verringert werden, wodurch die Schnittkraft und die Schneidkraft verringert, die Schnitttemperatur gesenkt und die Haltbarkeit des Werkzeugs verbessert werden. Durch Erhöhen des Spanwinkels wird jedoch der Keilwinkel verringert, die Festigkeit der Klinge verringert, ein Abplatzen der Klinge verursacht und die Haltbarkeit des Werkzeugs verringert. Beim Drehen von Edelstahl sollte der Spanwinkel entsprechend größer sein, ohne die Festigkeit des Werkzeugs zu verringern. Wenn der Spanwinkel des Werkzeugs groß ist, ist seine plastische Verformung gering, die Schnittkraft und die Schneidwärme werden verringert, der Trend der Kaltverfestigung wird verringert und die Haltbarkeit des Werkzeugs wird verbessert. Im Allgemeinen sollte der Spanwinkel des Werkzeugs 12 ° ~ 20 ° betragen.
Auswahl des Drehwerkzeugentlastungswinkels α0
Während des Schneidvorgangs kann der Entlastungswinkel die Reibung zwischen der Flankenfläche und der Schneidfläche verringern. Wenn der Entlastungswinkel zu groß ist, verringert sich der Keilwinkel, wodurch sich die Wärmeableitungsbedingungen verschlechtern, die Festigkeit der Schneidkante des Werkzeugs verringert und die Haltbarkeit des Werkzeugs verringert wird. Wenn der Entlastungswinkel zu klein und die Reibung schwerwiegend ist, wird die Schneide stumpf, erhöht die Schneidkraft, erhöht die Schnitttemperatur und erhöht den Verschleiß des Werkzeugs. Unter normalen Umständen ändert sich der Freiwinkel nicht wesentlich, er muss jedoch einen angemessenen Wert haben, um die Haltbarkeit des Werkzeugs zu verbessern. Beim Drehen von Edelstahl ist der Werkzeugspielwinkel zu klein, da die Elastizität und Plastizität von Edelstahl größer ist als die von gewöhnlichem Kohlenstoffstahl, wodurch die Kontaktfläche zwischen der Schneidfläche und dem Drehwerkzeugspielwinkel vergrößert wird. Der durch Reibung erzeugte Hochtemperaturbereich konzentriert sich auf die hintere Ecke des Drehwerkzeugs, was den Verschleiß des Drehwerkzeugs beschleunigt und die Oberflächenbeschaffenheit der bearbeiteten Oberfläche verringert. Daher ist der Spielwinkel des Drehwerkzeugs beim Drehen von Edelstahl etwas größer als beim Drehen von normalem Kohlenstoffstahl. Ein zu großer Entlastungswinkel verringert jedoch die Festigkeit der Klinge und wirkt sich direkt auf die Haltbarkeit des Drehwerkzeugs aus. Daher sollte der Spielwinkel des Drehwerkzeugs unter normalen Umständen 6 ° ~ 10 ° betragen.
Die Wahl des Drehmeissel Einstellwinkel Kr
Wenn die Schnitttiefe ap und die Vorschubgeschwindigkeit f unverändert bleiben, kann das Verringern des Eintrittswinkels Kr die Wärmeableitung Bedingungen verbessern, den Werkzeugschaden verringern und das Werkzeug reibungslos ein- und ausschneiden lassen. Die Verringerung des Eintrittswinkels erhöht jedoch die Radialkraft, die beim Schneiden leicht Vibrationen verursacht. Gedrehter Edelstahl neigt stark zum Aushärten und ist vibrationsanfällig, was zu ernsthafter Kaltverfestigung führt. Daher sollte der Eintrittswinkel im Allgemeinen 45 ° ~ 90 ° betragen. Der spezifische Winkel sollte entsprechend der Steifigkeit und der Schnittmenge der Werkzeugmaschine, der Teile und des Werkzeugsystems ausgewählt werden. Die Wahl der Blattneigung des Drehwerkzeugs λs Die Blattneigung kann die Späneflussrichtung steuern. Wenn der Schaufelwinkel λs negativ ist, fließen die Späne zur bearbeiteten Oberfläche;
Wenn der Schaufelwinkel λs positiv ist, fließen die Späne zur zu verarbeitenden Oberfläche. Um zu verhindern, dass die Späne die bearbeitete Oberfläche zerkratzen, ist der Schaufelwinkel λs während der Endbearbeitung ein positiver Wert. Wenn λs ein positiver Wert ist, ist die Festigkeit der Werkzeugspitze gering und berührt zuerst das Werkstück, das leicht beschädigt werden kann.
Wenn λs ein negativer Wert ist, weist die Schneide eine hohe Festigkeit und Schlagfestigkeit auf, wodurch ein Brechen der Schneide und ein reibungsloses Ein- und Ausschneiden vermieden werden kann. Beim Drehen von Edelstahl beträgt der Neigungswinkel des Schneidwerkzeugs im Allgemeinen 0 ° ~ 20 °.
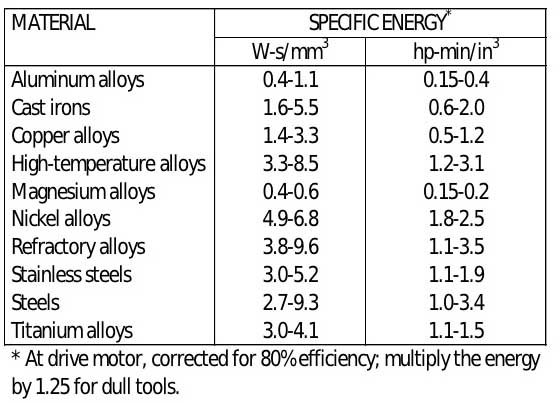
3. Auswahl der Dreh- und Fräsmenge
Das Drehen und Fräsen hat einen großen Einfluss auf die Produktionseffizienz und die Verarbeitungsqualität. Daher muss nach der Bestimmung der geometrischen Parameter des Werkzeugs ein angemessener Schnittbetrag ausgewählt werden. Bei der Auswahl der Schnittparameter sollten folgende Faktoren berücksichtigt werden:
1> Die Schnittmenge sollte entsprechend der Härte von Edelstahl und verschiedenen Rohlingen ausgewählt werden.
2> Die Schnittmenge sollte entsprechend dem Werkzeugmaterial, der Schweißqualität und den Schärfbedingungen des Drehwerkzeugs ausgewählt werden.
3> Die Schnittmenge sollte entsprechend dem Teiledurchmesser, der Bearbeitungszugabe und der Drehgenauigkeit ausgewählt werden. Gleichzeitig, um die Entstehung von Tumoren und Schuppen zu unterdrücken und die Oberflächenqualität zu verbessern. Bei Verwendung von Hartmetallwerkzeugen zur Verarbeitung sollte die Schnittmenge geringfügig geringer sein als beim Drehen von Werkstücken aus allgemeinem Kohlenstoffstahl, insbesondere sollte die Schnittgeschwindigkeit nicht zu hoch sein (vc = 50 ~ 80 m / min).
Die Schnitttiefe ap sollte nicht zu klein sein, um zu verhindern, dass die Schneidkante und die Werkzeugspitze die gehärtete Schicht zerkratzen. Ap = 0,4 ~ 4 mm; Daher hat die Vorschubgeschwindigkeit f einen geringeren Einfluss auf die Werkzeughaltbarkeit als die Schnittgeschwindigkeit, beeinflusst jedoch das Brechen und Entfernen von Spänen, das Dehnen und Kratzen der Oberfläche des Werkstücks und die Oberflächenqualität der Verarbeitung. Die Vorschubgeschwindigkeit beträgt im allgemeinen f = 0,1 ≤ 0,5 mm / r. .
Edelstahl, insbesondere austenitischer Edelstahl, weist eine bessere Plastizität auf. Während des Schneidens sind die erzeugten Späne schwer zu brechen, was die Reibung zwischen den Spänen und der Spanfläche des Werkzeugs erhöht und die Schneidkraft erhöht. Gleichzeitig erhöht das Kaltverfestigen die Härte und Festigkeit des zu schneidenden Materials, was auch zu einer Erhöhung der Schnittkraft führt. Aus diesem Grund wurde auf der Grundlage einer angemessenen Auswahl an Werkzeugmaterialien, Werkzeuggeometriewinkeln und Schnittparametern ein Vergleichstest der Schnittkraft an Edelstahl und 45er Stahl durchgeführt. Die Testergebnisse zeigen, dass bei gleicher Schnittmenge die Schnittkraft bei der Bearbeitung von Edelstahl nur 8,5% höher ist als bei der Bearbeitung von 45er Stahl. Eine angemessene Auswahl an Werkzeugmaterialien, geometrischen Werkzeugwinkeln und Schnittmengen ist durchaus möglich, um die Produktionseffizienz beim Schneiden von Edelstahl und die Qualität der verarbeiteten Werkstücke zu verbessern.
PREVIOUS:NONE
NEXT:CNC End bearbeitung der dünnwandigen gekrümmten Elektrodenoberflaeche
NEXT:CNC End bearbeitung der dünnwandigen gekrümmten Elektrodenoberflaeche




