CNC-Bearbeitungs technologie aus Chrom Nickel Edelstahl
Die Festigkeit und Härte von 1Cr18Ni9Ti-Edelstahl ist sehr gering (Härte ≤ 187HB) und die Plastizität ist sehr hoch, mit guter Säurebeständigkeit und Korrosionsbeständigkeit. Mechanische Eigenschaften nach Lösungsbehandlung:
Streckgrenze s0,2 ≥ 205 MPa, Zugfestigkeit sb ≥ 520 MPa, Dehnung d5 ≥ 40%, Schrumpfrate y ≥ 50%. Es ist sehr schwierig zu verarbeiten mit herkömmlichen Typen von Hartmetallwerkzeugen und herkömmliche Verfahren, da das Material eine hohe Plastizität und Zähigkeit aufweist, die zu kleben und Spanbruch anfällig ist, ist schwierig. Gleichzeitig werden Vibrationen erzeugt, wodurch sich das Werkzeug leicht abplatzen und abnutzen lässt.
1. Auswahl des Werkzeug materials für die CNC-Bearbeitung von Edelstahl
Entsprechend der Leistung und den Eigenschaften von Edelstahl 1Cr18Ni9Ti besteht das Werkzeug aus Hartmetallklingen, die Marke ist YG813. YG813-Hartmetall entspricht K10-K20 / M20 der internationalen Norm ISO mit einer Dichte von 14,4 g / cm3, einer Härte von 91,5 HRA und einer Biegefestigkeit von 2100 MPa. Das Hartmetall weist eine gute Verschleißfestigkeit, Warmhärte, hohe Temperaturfestigkeit und Adhäsion Beständigkeit, und ist geeignet für die Verarbeitung von Hochtemperatur Legierungen, Edelstahl, Hochmanganstahl und andere Materialien. Da YG813 eine WC-Co-Legierung mit einer geringen Menge seltener feuerfester Metallcarbide ist, hat es eine feine Struktur und eine hohe Festigkeit, die für die grobe und feine Verarbeitung geeignet ist.
2. Parameter wie Schnittmenge und Werkzeugwinkel für die Bearbeitung von Edelstahl
Nehmen Sie als Beispiel den derzeit von unserem Unternehmen hergestellten Flansch (Abbildung 1), um die Auswahl von Parametern wie Schnittparametern und Werkzeugwinkeln vorzustellen.
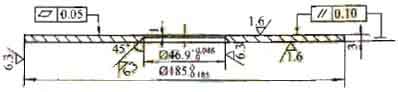
Abbildung 1. Bearbeitung von Edelstahl flanschen
(1) Schnittmenge beim Schlichten von Edelstahl
Unter den drei Elementen der Schnittparameter erhöht die Erhöhung der Schnitttiefe ap und der Vorschubgeschwindigkeit f die Schnittkraft, erhöht die Verformung des Werkstücks und kann Vibrationen verursachen. Dadurch wird die Verarbeitungsgenauigkeit verringert und der Ra-Wert der Oberflächenrauheit erhöht. Wenn die Schnittgeschwindigkeit v zunimmt, wird die Schnittkraft verringert und die aufgebaute Kante kann verringert oder vermieden werden, was für die Verbesserung der Verarbeitungsqualität und der Oberflächenqualität vorteilhaft ist. Beim Drehen ist es jedoch leicht, Vibrationen zu erzeugen, wenn die Schnittgeschwindigkeit v = 30-70 m / min ist. Oberhalb oder unterhalb dieses Bereichs schwächt sich die Schwingung tendenziell ab: Wenn der Vorschub f klein ist, ist die Amplitude groß. Wenn f zunimmt, wird die Amplitude kleiner: Die Schnitttiefe ap nimmt zu, und die Amplitude nimmt ebenfalls zu. Nach den vorstehenden Schlussfolgerungen, wenn der Flansch von Fig beenden. 1 sollte die Schnitttiefe ap so weit wie möglich reduziert werden, und der Vorschubgrad f muss in geeigneter Weise reduziert werden.
Die Praxis zeigt, dass die Schnittgeschwindigkeit v = 15-25 m / min, die Schnitttiefe ap = 0,10-0,15 mm und die Vorschubmenge f = 0,18-0,25 mm / r ist. Beim endgültigen Feindrehen beträgt die Schnittgeschwindigkeit v = 80-100 m / min, die Schnitttiefe ap = 0,01-0,03 mm und die Vorschubgeschwindigkeit f = 0,11-0,16 mm / r, wodurch zufriedenstellende Ergebnisse erzielt werden können.
(2) Werkzeugwinkel zur Bearbeitung von Edelstahl
Erhöhen Sie den Spanwinkel des Werkzeugs richtig und verringern Sie den Vorschub, um die Schnittgeschwindigkeit zu erhöhen und Streifen mit Streifen zu erhalten. Die Schnittkraft der bandförmigen Späne ist relativ stabil und die bearbeitete Oberfläche ist glatter. Aufgrund der geringen Härte des Werkstückmaterials ist die Anforderung an die Festigkeit der Schneidkante gering, der Spielwinkel des Werkzeugs kann entsprechend vergrößert werden, um die Reibung zwischen der Flankenfläche und der Werkstückoberfläche zu verringern und die Schneidkante scharf zu machen . Die Auswahl des Werkzeugwinkels ist in Abbildung 2 dargestellt.
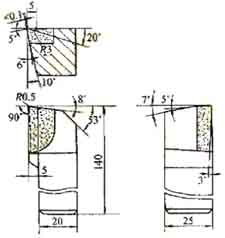
Abbildung 2. Schematische Darstellung des Werkzeugwinkels zur Bearbeitung von Edelstahl
(3) Schneidflüssigkeit zur Bearbeitung von Edelstahl
Die Rolle der Schneidflüssigkeit besteht hauptsächlich in der Kühlung und Schmierung, um den Schneidprozess zu verbessern. Bei der Fertigstellung des Werkstücks besteht die Haupthoffnung darin, die Oberflächenqualität zu verbessern und den Werkzeugverschleiß zu verringern. Daher wird das Schneidöl mit geringer spezifischer Wärme und geringer Fließfähigkeit ausgewählt. Seine Hauptfunktion ist das Schmieren und es hat auch einen gewissen Kühleffekt.
(4) Spannen des Edelstahlwerkstücks
Gemäß dem herkömmlichen Dreibackenfutter zum Festklemmen des Flanschwerkstücks zum Schneiden ist es schwierig, eine Bearbeitungsgenauigkeit zu erreichen, insbesondere die Ebenheit und Parallelität des Werkstücks. Daher ist es notwendig, einen Satz Einwegvorrichtungen zu entwerfen. Zuerst wird der Flanschrohling aus rostfreiem Stahl gedreht, das innere Loch wird vorübergehend mit einem Loch mit einem Durchmesser von 18 mm gebohrt, und die Endfläche und der äußere Kreis haben jeweils einen Rand von 0,5 mm. Wenn Sie mit dem Drehen fertig sind, installieren Sie zuerst, drehen Sie den äußeren Kreis der Endfläche und installieren und drehen Sie dann das innere Loch, das im Wesentlichen die technischen Anforderungen der Zeichnung erfüllen kann.
Streckgrenze s0,2 ≥ 205 MPa, Zugfestigkeit sb ≥ 520 MPa, Dehnung d5 ≥ 40%, Schrumpfrate y ≥ 50%. Es ist sehr schwierig zu verarbeiten mit herkömmlichen Typen von Hartmetallwerkzeugen und herkömmliche Verfahren, da das Material eine hohe Plastizität und Zähigkeit aufweist, die zu kleben und Spanbruch anfällig ist, ist schwierig. Gleichzeitig werden Vibrationen erzeugt, wodurch sich das Werkzeug leicht abplatzen und abnutzen lässt.
1. Auswahl des Werkzeug materials für die CNC-Bearbeitung von Edelstahl
Entsprechend der Leistung und den Eigenschaften von Edelstahl 1Cr18Ni9Ti besteht das Werkzeug aus Hartmetallklingen, die Marke ist YG813. YG813-Hartmetall entspricht K10-K20 / M20 der internationalen Norm ISO mit einer Dichte von 14,4 g / cm3, einer Härte von 91,5 HRA und einer Biegefestigkeit von 2100 MPa. Das Hartmetall weist eine gute Verschleißfestigkeit, Warmhärte, hohe Temperaturfestigkeit und Adhäsion Beständigkeit, und ist geeignet für die Verarbeitung von Hochtemperatur Legierungen, Edelstahl, Hochmanganstahl und andere Materialien. Da YG813 eine WC-Co-Legierung mit einer geringen Menge seltener feuerfester Metallcarbide ist, hat es eine feine Struktur und eine hohe Festigkeit, die für die grobe und feine Verarbeitung geeignet ist.
2. Parameter wie Schnittmenge und Werkzeugwinkel für die Bearbeitung von Edelstahl
Nehmen Sie als Beispiel den derzeit von unserem Unternehmen hergestellten Flansch (Abbildung 1), um die Auswahl von Parametern wie Schnittparametern und Werkzeugwinkeln vorzustellen.
Abbildung 1. Bearbeitung von Edelstahl flanschen
(1) Schnittmenge beim Schlichten von Edelstahl
Unter den drei Elementen der Schnittparameter erhöht die Erhöhung der Schnitttiefe ap und der Vorschubgeschwindigkeit f die Schnittkraft, erhöht die Verformung des Werkstücks und kann Vibrationen verursachen. Dadurch wird die Verarbeitungsgenauigkeit verringert und der Ra-Wert der Oberflächenrauheit erhöht. Wenn die Schnittgeschwindigkeit v zunimmt, wird die Schnittkraft verringert und die aufgebaute Kante kann verringert oder vermieden werden, was für die Verbesserung der Verarbeitungsqualität und der Oberflächenqualität vorteilhaft ist. Beim Drehen ist es jedoch leicht, Vibrationen zu erzeugen, wenn die Schnittgeschwindigkeit v = 30-70 m / min ist. Oberhalb oder unterhalb dieses Bereichs schwächt sich die Schwingung tendenziell ab: Wenn der Vorschub f klein ist, ist die Amplitude groß. Wenn f zunimmt, wird die Amplitude kleiner: Die Schnitttiefe ap nimmt zu, und die Amplitude nimmt ebenfalls zu. Nach den vorstehenden Schlussfolgerungen, wenn der Flansch von Fig beenden. 1 sollte die Schnitttiefe ap so weit wie möglich reduziert werden, und der Vorschubgrad f muss in geeigneter Weise reduziert werden.
Die Praxis zeigt, dass die Schnittgeschwindigkeit v = 15-25 m / min, die Schnitttiefe ap = 0,10-0,15 mm und die Vorschubmenge f = 0,18-0,25 mm / r ist. Beim endgültigen Feindrehen beträgt die Schnittgeschwindigkeit v = 80-100 m / min, die Schnitttiefe ap = 0,01-0,03 mm und die Vorschubgeschwindigkeit f = 0,11-0,16 mm / r, wodurch zufriedenstellende Ergebnisse erzielt werden können.
(2) Werkzeugwinkel zur Bearbeitung von Edelstahl
Erhöhen Sie den Spanwinkel des Werkzeugs richtig und verringern Sie den Vorschub, um die Schnittgeschwindigkeit zu erhöhen und Streifen mit Streifen zu erhalten. Die Schnittkraft der bandförmigen Späne ist relativ stabil und die bearbeitete Oberfläche ist glatter. Aufgrund der geringen Härte des Werkstückmaterials ist die Anforderung an die Festigkeit der Schneidkante gering, der Spielwinkel des Werkzeugs kann entsprechend vergrößert werden, um die Reibung zwischen der Flankenfläche und der Werkstückoberfläche zu verringern und die Schneidkante scharf zu machen . Die Auswahl des Werkzeugwinkels ist in Abbildung 2 dargestellt.
Abbildung 2. Schematische Darstellung des Werkzeugwinkels zur Bearbeitung von Edelstahl
(3) Schneidflüssigkeit zur Bearbeitung von Edelstahl
Die Rolle der Schneidflüssigkeit besteht hauptsächlich in der Kühlung und Schmierung, um den Schneidprozess zu verbessern. Bei der Fertigstellung des Werkstücks besteht die Haupthoffnung darin, die Oberflächenqualität zu verbessern und den Werkzeugverschleiß zu verringern. Daher wird das Schneidöl mit geringer spezifischer Wärme und geringer Fließfähigkeit ausgewählt. Seine Hauptfunktion ist das Schmieren und es hat auch einen gewissen Kühleffekt.
(4) Spannen des Edelstahlwerkstücks
Gemäß dem herkömmlichen Dreibackenfutter zum Festklemmen des Flanschwerkstücks zum Schneiden ist es schwierig, eine Bearbeitungsgenauigkeit zu erreichen, insbesondere die Ebenheit und Parallelität des Werkstücks. Daher ist es notwendig, einen Satz Einwegvorrichtungen zu entwerfen. Zuerst wird der Flanschrohling aus rostfreiem Stahl gedreht, das innere Loch wird vorübergehend mit einem Loch mit einem Durchmesser von 18 mm gebohrt, und die Endfläche und der äußere Kreis haben jeweils einen Rand von 0,5 mm. Wenn Sie mit dem Drehen fertig sind, installieren Sie zuerst, drehen Sie den äußeren Kreis der Endfläche und installieren und drehen Sie dann das innere Loch, das im Wesentlichen die technischen Anforderungen der Zeichnung erfüllen kann.




