Techniken zur Reduzierung der Verformung des Aluminium Hohlraum bei der CNC-Bearbeitung
Aluminium teile und Aluminiumteile Hohlraumteile werden während der CNC-Bearbeitung verformt. Zusätzlich zu den Gründen im vorherigen Abschnitt ist im tatsächlichen Betrieb auch die Funktionsweise sehr wichtig.
1. Für die Hohlraumteile mit großer CNC-Bearbeitungszugabe sollte während der Bearbeitung eine symmetrische Bearbeitung verwendet werden, um bessere Wärmeableitungsbedingungen während des Bearbeitungsprozesses zu erzielen und eine Wärmekonzentration zu vermeiden. Wenn es ein 900 mm dickes Blech gibt, das auf 800 mm verarbeitet werden muss, wenn eine Seite gefräst wird und die andere Seite sofort gefräst wird und die endgültige Größe gleichzeitig verarbeitet wird, erreicht die Ebenheit 50 mm; Wenn wiederholte Feed symmetrische Verarbeitung verwendet wird, wird jede Seite zweimal auf die endgültige Größe verarbeitet werden, und die Flachheit gewährleistet werden kann 0.3mm erreichen.
2. Wenn mehrere Hohlräume auf dem Aluminiumblechteil sind, ist es nicht ratsam, ein Hohlraum-by-Hohlraum sequentieller Verarbeitungsverfahren während der Verarbeitung zu verwenden, da dies leicht dazu führt ungleichmäßige Belastung und Verformung der Teile. Die Mehrschichtverarbeitung wird angewendet, und jede Schicht wird gleichzeitig wie möglich zu allen Hohlräumen verarbeitet, und dann wird die nächste Schicht verarbeitet, um die Teile gleichmäßig zu belasten und die Verformung zu verringern.
3. Reduzieren Sie die Schnittkraft und die Schnittwärme, indem Sie die Schnittmenge ändern. Unter den drei Elementen des Schnittvolumens hat die Schnittdicke einen großen Einfluss auf die Schnittkraft. Wenn die Bearbeitungszugabe zu groß ist, ist die Schnittkraft eines Durchgangs zu groß, was nicht nur die Teile verformt, sondern auch die Steifigkeit der Werkzeugmaschinenspindel beeinträchtigt und die Haltbarkeit des Werkzeugs verringert. Wenn die Schnittdicke verringert wird, wird die Produktionseffizienz stark verringert. Das Hochgeschwindigkeitsfräsen in der CNC-Bearbeitung kann dieses Problem jedoch lösen. Während die Schnittdicke verringert wird, kann die Schneidkraft verringert werden, während der Vorschub entsprechend erhöht und die Geschwindigkeit der Werkzeugmaschine erhöht wird, während die Verarbeitungseffizienz sichergestellt wird.
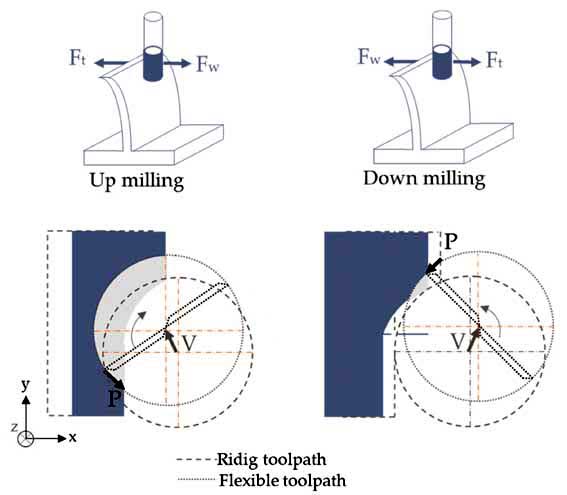
4. Die Reihenfolge des Messers sollte ebenfalls beachtet werden. Die Grobbearbeitung betont die Verbesserung der Verarbeitungseffizienz und das Streben nach Abtragsrate pro Zeiteinheit. Im Allgemeinen kann das Aufwärtsfräsen verwendet werden. Das heißt, das überschüssige Material auf der Oberfläche des Rohlings wird mit der schnellsten Geschwindigkeit und der kürzesten Zeit entfernt, um im Grunde die für die Endbearbeitung erforderliche geometrische Kontur zu bilden. Der Schwerpunkt der Endbearbeitung liegt auf hoher Präzision und hoher Qualität, und es sollte Daunenfräsen verwendet werden. Da die Schnittdicke der Fräszähne beim Abfräsen allmählich vom Maximum auf Null abnimmt, wird der Grad der Kaltverfestigung stark verringert, während der Verformungsgrad der Teile verringert wird.
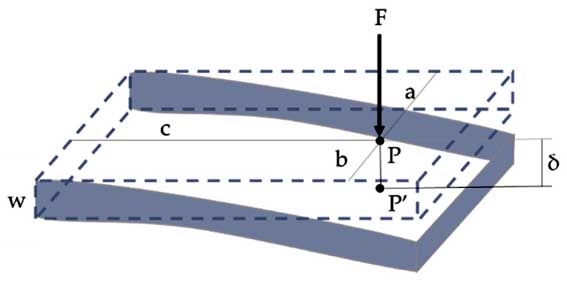
5. Das dünnwandige Aluminium Hohlraum Werkstück verformt wird während der Bearbeitung durch Klemmen, und es ist unvermeidbar, selbst während der Verarbeitung. Um die Verformung des Werkstücks zu minimieren, können die Spann- und Pressteile kurz vor Erreichen der endgültigen Größe gelöst werden, so dass das Werkstück frei in seine ursprüngliche Form zurückversetzt werden kann. Dann leicht klemmen und zusammendrücken, solange das Werkstück (vollständig von Hand) geklemmt werden kann, damit der ideale Verarbeitungseffekt erzielt wird. Kurz gesagt, der Wirkungspunkt der Spannkraft ist am besten auf der Auflagefläche, und die Spannkraft der Vorrichtung sollte in Richtung einer guten Steifigkeit des Werkstücks wirken. Unter der Voraussetzung, dass das Werkstück nicht locker ist, ist es umso besser, je kleiner die Spannkraft ist.
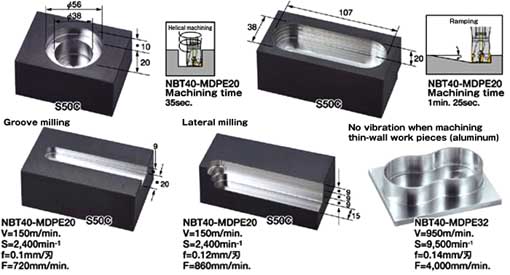
6. Versuchen Sie bei der Bearbeitung von Aluminiumteilen mit einem Hohlraum, den Fräser nicht wie einen Bohrer direkt in das Teil einzuführen, wenn Sie den Aluminiumhohlraum bearbeiten. Infolgedessen ist der Chiphalteraum des Fräsers nicht genug, und die Spanabfuhr ist nicht glatt, was zu ungünstigen Phänomenen wie Teile Überhitzung, Expansion, Werkzeug und Werkzeugbruch Zusammenbruch. Bohren Sie zuerst das Loch mit einem Bohrer der gleichen Größe wie der Fräser oder eine Nummer größer und fräsen Sie dann mit dem Fräser. Alternativ kann die CAM-Software zur Erstellung des Spiralschneidprogramms verwendet werden.
Der Hauptfaktor, der die Verarbeitungsgenauigkeit und Oberflächenqualität von Aluminiumteilen beeinflusst, besteht darin, dass während der Bearbeitung solcher Teile Verformungen auftreten können, was erfordert, dass der Bediener über bestimmte Betriebserfahrungen und -fähigkeiten verfügt.




