CNC-Bearbeitung plan für typische Praezision Metall teile
Die Entwicklung von dreidimensionaler Design-Software bietet Bedingungen für Low-Cost, Kurzzeit und Gestaltung von Fixiervorrichtungen. Außerdem können CNC-Bearbeitung teile zur Überprüfung simuliert werden. Abbildung 1 zeigt ein typisches Metallteil mit einem Winkel von 45 ° zur YZ- und ZX-Ebene:
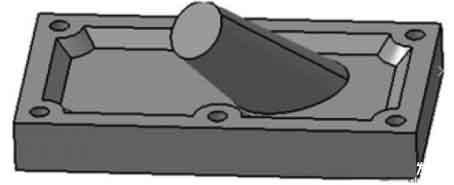
Abbildung 1 Auswahl des Teileplans CNC-Bearbeitung
Diese Art von Teilen mit spezieller räumlicher Struktur weist im Allgemeinen zwei Arten von CNC-Bearbeitung verfahren auf:
① Verbessern Sie die Leistung der Werkzeugmaschine, dh erhöhen Sie die ursprüngliche 2,5-Achsen- oder 3-Achsen-CNC Werkzeugmaschine auf mehr als 5 Achsen.
② Entwerfen Sie eine geeignete Positionierung Befestigung und Verwendung der vorhandenen Ausrüstung für die Bearbeitung.
In Anbetracht der Verarbeitungskosten ist die zweite Option offensichtlich die idealere Wahl. Im Folgenden wird eine Positionierung Vorrichtung für dieses Teil entworfen und mithilfe der CATIA-Software eine Volumenmodellierung, Montage, Interferenzerkennung und Genauigkeitsanalyse für jede Komponente der Vorrichtung durchgeführt. Importieren Sie die entworfene Vorrichtung für die virtuelle Bearbeitung in das CNC-Bearbeitungsmodul, um die Machbarkeit und Richtigkeit der Konstruktion zu überprüfen.
Design und 3D-Modellierung der Positionierung Vorrichtung
Unter Berücksichtigung der Eigenschaften der bearbeiteten Teile, der Gewährleistung der Genauigkeit der Verarbeitung und um den Anwendungsbereich der Vorrichtung zu verbessern, ist die Positionierung vorrichtung als modulare kombinierte Vorrichtung konzipiert, wie in Abbildung 2 dargestellt. Die Vorrichtung besteht hauptsächlich aus 4 Teilen: Positionierung Halterung, Positionierung Platte, Führungsmodul und Positionierung klemme. Die Positionierung halterung ist der Eckpfeiler der gesamten Vorrichtung, die direkt die Neigung der Positionierung bestimmt, und andere Teile sind ebenfalls darauf installiert.
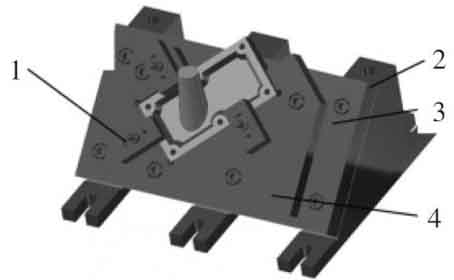
Abbildung 2 dreidimensionales festes Modell der Positioniervorrichtung
1. Positionierung Clip
2. Positionierung Halterung
3. Positionierung Platte
4. Leitlinien für Module
Die Positionierung platte wird verwendet, um das Führungsmodul an der Positionierung halterung zu installieren. Wenn sich Größe und Form der Grundfläche des zu bearbeitenden Werkstücks mit einer Neigung von 45 ° ändern, müssen nur die Struktur und Größe des Führungsmoduls geändert werden verändert sein. Durch Auswahl einer geeigneten Position auf der Positionierung platte zur Befestigung kann die Positionierung klemme auf einen größeren Bereich angewendet werden. Das Design des Führungsmoduls und der Positionierung klemme sollte auf der Struktur und Form des bearbeiteten Teils basieren, so dass es mit der Außenfläche des zu bearbeitenden Teils übereinstimmt, und die Höhe sollte gleich sein, um die Installation des zu erleichtern Positionierklemme. Die Positionierung klemme ist im Allgemeinen mit Dreipunkt positionierung konstruiert und installiert und arbeitet mit der Positionierung platte zusammen, um die Begrenzung von 6 Freiheitsgraden der zu bearbeitenden Teile zu realisieren.
Statische Interferenzprüfung der Positioniervorrichtung
Um sicherzustellen, dass die Komponenten der entworfenen Vorrichtung verarbeitet und zusammengebaut werden können und ihre Positionierungsfunktion erreichen können, muss eine Interferenzerkennung an der Vorrichtung durchgeführt werden.
Die statische Interferenz analyse umfasst die Interferenz zwischen den Vorrichtung einheiten und die Interferenz zwischen der Vorrichtung und dem Werkstück. Jede Vorrichtung besteht aus mehreren Einheiten, und die Fertigstellung umfasst das Positionieren und Klemmen. Aufgrund des begrenzten Raums und der komplexen Struktur jeder Einheit und des Designs der Vorrichtung, die im Allgemeinen Schicht für Schicht entworfen wird, ist es schwierig, den Rand des Raums zu kontrollieren und leicht zu stören. Darüber hinaus ist die Form des Werkstücks komplex und das Werkstück kann aufgrund der Position oder Struktur der Vorrichtung einheit möglicherweise nicht korrekt installiert werden.
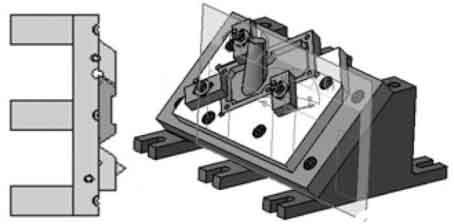
Abbildung 3 Schematische Darstellung der statischen Interferenz detektions
Führen Sie unter dem Modul "DMUSpaceAnalysis" in CATIA eine statische Interferenz analyse für das Gerät durch und verwenden Sie die Kollisionserkennung "CheckClash" und das Abschnitt werkzeug "SectioningDefinition", um das Gerät zu erkennen.
Dynamische Interferenz analyse
Verwenden Sie das von CATIA bereitgestellte "DUMFitting" -Modul, um die zusammengebauten Produkte zu überprüfen. Es kann den Übertragungsweg von Teilen während der Montage aufzeichnen, den dynamischen Raum analysieren, den bewegliche Teile beim Zusammenbau von Teilen benötigen, und die Interferenz zwischen Teilen erkennen. Schalten Sie zuerst das "Baugruppen design" auf das Modul "DUMFitting" um und geben Sie jeden Baugruppenpfad entsprechend der Befestigung baugruppe an, einschließlich der Übertragungsentfernung informationen jeder Komponente. Der Zweck besteht darin, die spezifische Interferenz position und -tiefe zu erhalten, wenn die Interferenz auftritt, dann die Baugruppen simulation nacheinander einzurichten und schließlich die "Kollisions" -Analyse zu öffnen. Das Analyseergebnis ist in Abbildung 4 dargestellt.
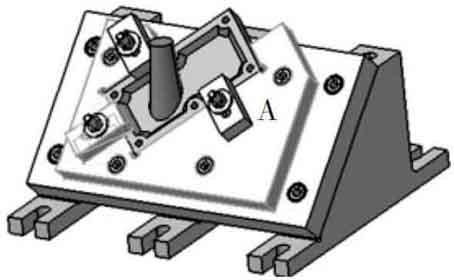
Abbildung 4 Dynamische Kollisionserkennung
Der in Abbildung 4 gezeigte Bereich A ist der Ort, an dem Interferenzen auftreten, und seine spezifische Anzeige ist in Abbildung 5 dargestellt. Interferenz tritt zwischen der Positionierungs klammer und dem Führungsmodul. Durch die Analyse der Interferenz informationen wird geschlossen, dass der Positionierungs clip während des Montage prozesses mit dem Montagepfad des Führungsmoduls kollidiert. Nehmen Sie als Reaktion auf die Störung die folgenden Änderungen am Gerät vor:
Ändern Sie unter der Voraussetzung, dass der Positionierung punkt und der Klemmpunkt unverändert bleiben, die räumliche Position oder einige Größenparameter anderer Teile in der Einheit.
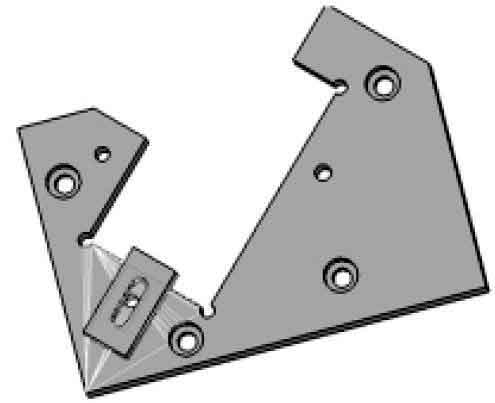
Abbildung 5 zeigt den Bereich, in dem Interferenzen auftreten
CNC-Simulations verarbeitung
Verwenden Sie das von CATIA bereitgestellte "Bearbeitungs" -Modul, um eine CNC-Bearbeitung am Werkstück durchzuführen und zu überprüfen, ob das Werkzeug bei der Bearbeitung des Werkstücks mit der Vorrichtung kollidiert, um die Durchführbarkeit der CNC-Bearbeitung zu überprüfen. Um beobachten zu können, ob die Kollision intuitiv auftritt, wird in diesem Artikel die Außenkontur des Saugzylinders mit räumlicher Neigung im Werkstück bearbeitet. Schalten Sie zuerst die montierte Vorrichtung unter dem Modul "Bearbeitung" auf "Oberflächenbearbeitung", um "konturgetrieben" (kontur getriebene Endbearbeitung) an der Außenfläche des bearbeiteten Teils durchzuführen.
Wählen Sie dann im Popup-Dialogfeld den Bearbeitungsbereich als zu bearbeitendes Teil aus und wählen Sie die entsprechenden Werkzeugweg Parameter aus, einschließlich der Auswahl der Fahr führungslinie, der entsprechenden Werkzeugparameter und der Werkzeugausgangsroute.
Schließlich wird eine CNC-Simulation verarbeitung durchgeführt, um die Werkzeugweg linie zu erzeugen, wie in 6 gezeigt.
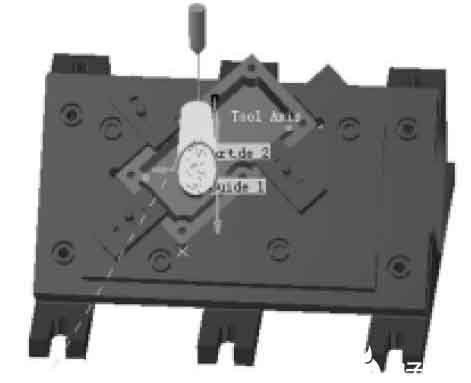
Abbildung 6, Erzeugten Werkzeugbahnlinie
Aus der Figur ist deutlich ersichtlich, dass die Gleislinie den gesamten Verarbeitungsbereich abdeckt und nicht mit Teilen der Vorrichtung kollidiert, wodurch der Verarbeitungszweck erreicht werden kann. Um den gesamten Prozess der CNC-Bearbeitung anschaulicher darzustellen, können Sie die Funktion "Straßensimulation" wählen. Durch Beobachtung kollidierte das Werkzeug während des gesamten Bearbeitungsprozesses nicht mit der Vorrichtung oder störte sie nicht.
Genauigkeit Prüfeinrichtung der Positioniervorrichtung
Bei der Gestaltung von Positioniervorrichtungen, die Genauigkeit der Positionierung ist ein wichtiger Indikator fixture Leistung zu messen. Die Positioniergenauigkeit wirkt sich direkt auf die Qualität des bearbeiteten Werkstücks aus, daher muss dessen Genauigkeit überprüft werden. Die Positioniergenauigkeit weist im Allgemeinen eine Ungleichheit bei der Fehlerberechnung auf, die erfordert, dass die Summe aller prozessbezogenen Fehler kleiner ist als der Toleranzbereich der zu überprüfenden Prozessgröße.
Während der Verwendung des Geräts werden die Faktoren, die die Genauigkeit des Geräts beeinflussen, im Allgemeinen unterteilt in:
(1) Positioniergenauigkeit ΔD. Einschließlich eindeutiger Benchmark-Fehler und nicht zufälliger Benchmark-Fehler;
(2) Werkzeugeinstellung und Führungsfehler: ΔT und ΔJ;
(3) Der Installationsfehler der Vorrichtung an der Werkzeugmaschine: ΔA;
(4) Klemmfehler ΔF.
Gesamt positionierungsfehler der Befestigung:
(Wobei δK = Prozessgrößen toleranz des Werkstücks)
Die oben genannten Fälle können effektiv Kosten reduzieren und das Design und den Produktionszyklus durch den Einsatz von CATIA virtuellen 3D-Design-Funktionen und dem Design und die Funktionsprüfung von Fixiervorrichtungen verkürzen; In der gesamten Konstruktion zusammensetzung schließt der Computer den Prozess von der Konstruktion über die Montage bis zur Simulation verarbeitung auf CNC-Werkzeugmaschinen ab, einschließlich statischer und dynamischer Interferenzanalyse. Dies ist bei traditionellen Entwurfsmethoden unerreicht und auch ein unvermeidlicher Trend in der Entwicklung der modernen Leuchtenindustrie.
Abbildung 1 Auswahl des Teileplans CNC-Bearbeitung
① Verbessern Sie die Leistung der Werkzeugmaschine, dh erhöhen Sie die ursprüngliche 2,5-Achsen- oder 3-Achsen-CNC Werkzeugmaschine auf mehr als 5 Achsen.
② Entwerfen Sie eine geeignete Positionierung Befestigung und Verwendung der vorhandenen Ausrüstung für die Bearbeitung.
In Anbetracht der Verarbeitungskosten ist die zweite Option offensichtlich die idealere Wahl. Im Folgenden wird eine Positionierung Vorrichtung für dieses Teil entworfen und mithilfe der CATIA-Software eine Volumenmodellierung, Montage, Interferenzerkennung und Genauigkeitsanalyse für jede Komponente der Vorrichtung durchgeführt. Importieren Sie die entworfene Vorrichtung für die virtuelle Bearbeitung in das CNC-Bearbeitungsmodul, um die Machbarkeit und Richtigkeit der Konstruktion zu überprüfen.
Design und 3D-Modellierung der Positionierung Vorrichtung
Unter Berücksichtigung der Eigenschaften der bearbeiteten Teile, der Gewährleistung der Genauigkeit der Verarbeitung und um den Anwendungsbereich der Vorrichtung zu verbessern, ist die Positionierung vorrichtung als modulare kombinierte Vorrichtung konzipiert, wie in Abbildung 2 dargestellt. Die Vorrichtung besteht hauptsächlich aus 4 Teilen: Positionierung Halterung, Positionierung Platte, Führungsmodul und Positionierung klemme. Die Positionierung halterung ist der Eckpfeiler der gesamten Vorrichtung, die direkt die Neigung der Positionierung bestimmt, und andere Teile sind ebenfalls darauf installiert.
Abbildung 2 dreidimensionales festes Modell der Positioniervorrichtung
2. Positionierung Halterung
3. Positionierung Platte
4. Leitlinien für Module
Die Positionierung platte wird verwendet, um das Führungsmodul an der Positionierung halterung zu installieren. Wenn sich Größe und Form der Grundfläche des zu bearbeitenden Werkstücks mit einer Neigung von 45 ° ändern, müssen nur die Struktur und Größe des Führungsmoduls geändert werden verändert sein. Durch Auswahl einer geeigneten Position auf der Positionierung platte zur Befestigung kann die Positionierung klemme auf einen größeren Bereich angewendet werden. Das Design des Führungsmoduls und der Positionierung klemme sollte auf der Struktur und Form des bearbeiteten Teils basieren, so dass es mit der Außenfläche des zu bearbeitenden Teils übereinstimmt, und die Höhe sollte gleich sein, um die Installation des zu erleichtern Positionierklemme. Die Positionierung klemme ist im Allgemeinen mit Dreipunkt positionierung konstruiert und installiert und arbeitet mit der Positionierung platte zusammen, um die Begrenzung von 6 Freiheitsgraden der zu bearbeitenden Teile zu realisieren.
Statische Interferenzprüfung der Positioniervorrichtung
Um sicherzustellen, dass die Komponenten der entworfenen Vorrichtung verarbeitet und zusammengebaut werden können und ihre Positionierungsfunktion erreichen können, muss eine Interferenzerkennung an der Vorrichtung durchgeführt werden.
Die statische Interferenz analyse umfasst die Interferenz zwischen den Vorrichtung einheiten und die Interferenz zwischen der Vorrichtung und dem Werkstück. Jede Vorrichtung besteht aus mehreren Einheiten, und die Fertigstellung umfasst das Positionieren und Klemmen. Aufgrund des begrenzten Raums und der komplexen Struktur jeder Einheit und des Designs der Vorrichtung, die im Allgemeinen Schicht für Schicht entworfen wird, ist es schwierig, den Rand des Raums zu kontrollieren und leicht zu stören. Darüber hinaus ist die Form des Werkstücks komplex und das Werkstück kann aufgrund der Position oder Struktur der Vorrichtung einheit möglicherweise nicht korrekt installiert werden.
Abbildung 3 Schematische Darstellung der statischen Interferenz detektions
Führen Sie unter dem Modul "DMUSpaceAnalysis" in CATIA eine statische Interferenz analyse für das Gerät durch und verwenden Sie die Kollisionserkennung "CheckClash" und das Abschnitt werkzeug "SectioningDefinition", um das Gerät zu erkennen.
Dynamische Interferenz analyse
Verwenden Sie das von CATIA bereitgestellte "DUMFitting" -Modul, um die zusammengebauten Produkte zu überprüfen. Es kann den Übertragungsweg von Teilen während der Montage aufzeichnen, den dynamischen Raum analysieren, den bewegliche Teile beim Zusammenbau von Teilen benötigen, und die Interferenz zwischen Teilen erkennen. Schalten Sie zuerst das "Baugruppen design" auf das Modul "DUMFitting" um und geben Sie jeden Baugruppenpfad entsprechend der Befestigung baugruppe an, einschließlich der Übertragungsentfernung informationen jeder Komponente. Der Zweck besteht darin, die spezifische Interferenz position und -tiefe zu erhalten, wenn die Interferenz auftritt, dann die Baugruppen simulation nacheinander einzurichten und schließlich die "Kollisions" -Analyse zu öffnen. Das Analyseergebnis ist in Abbildung 4 dargestellt.
Abbildung 4 Dynamische Kollisionserkennung
Der in Abbildung 4 gezeigte Bereich A ist der Ort, an dem Interferenzen auftreten, und seine spezifische Anzeige ist in Abbildung 5 dargestellt. Interferenz tritt zwischen der Positionierungs klammer und dem Führungsmodul. Durch die Analyse der Interferenz informationen wird geschlossen, dass der Positionierungs clip während des Montage prozesses mit dem Montagepfad des Führungsmoduls kollidiert. Nehmen Sie als Reaktion auf die Störung die folgenden Änderungen am Gerät vor:
Ändern Sie unter der Voraussetzung, dass der Positionierung punkt und der Klemmpunkt unverändert bleiben, die räumliche Position oder einige Größenparameter anderer Teile in der Einheit.
Abbildung 5 zeigt den Bereich, in dem Interferenzen auftreten
Verwenden Sie das von CATIA bereitgestellte "Bearbeitungs" -Modul, um eine CNC-Bearbeitung am Werkstück durchzuführen und zu überprüfen, ob das Werkzeug bei der Bearbeitung des Werkstücks mit der Vorrichtung kollidiert, um die Durchführbarkeit der CNC-Bearbeitung zu überprüfen. Um beobachten zu können, ob die Kollision intuitiv auftritt, wird in diesem Artikel die Außenkontur des Saugzylinders mit räumlicher Neigung im Werkstück bearbeitet. Schalten Sie zuerst die montierte Vorrichtung unter dem Modul "Bearbeitung" auf "Oberflächenbearbeitung", um "konturgetrieben" (kontur getriebene Endbearbeitung) an der Außenfläche des bearbeiteten Teils durchzuführen.
Wählen Sie dann im Popup-Dialogfeld den Bearbeitungsbereich als zu bearbeitendes Teil aus und wählen Sie die entsprechenden Werkzeugweg Parameter aus, einschließlich der Auswahl der Fahr führungslinie, der entsprechenden Werkzeugparameter und der Werkzeugausgangsroute.
Schließlich wird eine CNC-Simulation verarbeitung durchgeführt, um die Werkzeugweg linie zu erzeugen, wie in 6 gezeigt.
Abbildung 6, Erzeugten Werkzeugbahnlinie
Aus der Figur ist deutlich ersichtlich, dass die Gleislinie den gesamten Verarbeitungsbereich abdeckt und nicht mit Teilen der Vorrichtung kollidiert, wodurch der Verarbeitungszweck erreicht werden kann. Um den gesamten Prozess der CNC-Bearbeitung anschaulicher darzustellen, können Sie die Funktion "Straßensimulation" wählen. Durch Beobachtung kollidierte das Werkzeug während des gesamten Bearbeitungsprozesses nicht mit der Vorrichtung oder störte sie nicht.
Genauigkeit Prüfeinrichtung der Positioniervorrichtung
Bei der Gestaltung von Positioniervorrichtungen, die Genauigkeit der Positionierung ist ein wichtiger Indikator fixture Leistung zu messen. Die Positioniergenauigkeit wirkt sich direkt auf die Qualität des bearbeiteten Werkstücks aus, daher muss dessen Genauigkeit überprüft werden. Die Positioniergenauigkeit weist im Allgemeinen eine Ungleichheit bei der Fehlerberechnung auf, die erfordert, dass die Summe aller prozessbezogenen Fehler kleiner ist als der Toleranzbereich der zu überprüfenden Prozessgröße.
Während der Verwendung des Geräts werden die Faktoren, die die Genauigkeit des Geräts beeinflussen, im Allgemeinen unterteilt in:
(1) Positioniergenauigkeit ΔD. Einschließlich eindeutiger Benchmark-Fehler und nicht zufälliger Benchmark-Fehler;
(2) Werkzeugeinstellung und Führungsfehler: ΔT und ΔJ;
(3) Der Installationsfehler der Vorrichtung an der Werkzeugmaschine: ΔA;
(4) Klemmfehler ΔF.
Gesamt positionierungsfehler der Befestigung:
(Wobei δK = Prozessgrößen toleranz des Werkstücks)
Die oben genannten Fälle können effektiv Kosten reduzieren und das Design und den Produktionszyklus durch den Einsatz von CATIA virtuellen 3D-Design-Funktionen und dem Design und die Funktionsprüfung von Fixiervorrichtungen verkürzen; In der gesamten Konstruktion zusammensetzung schließt der Computer den Prozess von der Konstruktion über die Montage bis zur Simulation verarbeitung auf CNC-Werkzeugmaschinen ab, einschließlich statischer und dynamischer Interferenzanalyse. Dies ist bei traditionellen Entwurfsmethoden unerreicht und auch ein unvermeidlicher Trend in der Entwicklung der modernen Leuchtenindustrie.




