CNC-Bohrtechnik von Titanlegierung teilen
Das Bohren erfolgt im halbgeschlossenen CNC-Schneiden. Die Schnitttemperatur beim Bohren von Titanlegierungen ist sehr hoch, der Rückprall nach dem Bohren ist groß, die Bohrspäne sind lang und dünn, leicht zu kleben und nicht leicht zu entladen. Das Bohren von Titan führt häufig dazu, dass der Bohrer gebissen, verdreht usw. wird. Daher muss der Bohrer eine hohe Festigkeit und eine gute Steifigkeit aufweisen, und die chemische Affinität zwischen dem Bohrer und der Titanlegierung ist gering. Es ist am besten, Hartmetallbohrer zu verwenden, aber die derzeit am häufigsten verwendeten sind immer noch Spiralbohrer. Nach einigen Maßnahmen zur Verbesserung können auch bessere Ergebnisse erzielt werden.
(1) Verbesserung der Bohrer: Um die Bedürfnisse von CNC-Bohren von Titanlegierungen, die folgenden Verbesserungsmaßnahmen sollten für Spiralbohrer genommen werden gerecht zu werden:
Erhöhen Sie den oberen Winkel des Bohrers, 2Ф = 135 ° ~ 140 °; Erhöhen Sie den Freiwinkel an der Außenkante des Bohrers um 12 ° ~ 15 °. Erhöhen Sie den Spiralwinkel, p = 35 ° ~ 40 °; Erhöhen Sie die Dicke des Bohrkerns und nehmen Sie (0,22 ~ 0,4) do (do ist der Durchmesser des Bohrers).
Verwenden Sie die Form "S" oder "X", um die Meißelkante des Bohrers zu schärfen, wobei die Meißelkantenlänge b = (0,08 ~ 0,1) beträgt, während Sie sicherstellen, dass die Symmetrie der Meißelkante ≤ 0,06 mm beträgt. Beide Arten von Meißelkanten können eine zweite Schneide bilden, die eine Rolle bei der Spanabtrennung spielt und die Axialkraft beim Bohren verringert.
El más utilizado es rectificar una forma de borde de corte adecuada para perforar aleaciones de titanio en una broca helicoidal. Es decir, taladro de grupo de aleación de titanio, la forma de la parte de corte se muestra en la Figura 7-1. En la figura, los ángulos del filo exterior e interior 2 outer y 2φ ′ son 130 ° ~ 140 ° cuando el diámetro de la broca es> 3 ~ 10 mm, y 125 ° ~ 140 ° cuando es> 10 ~ 30 mm;
El ángulo libre α del borde exterior es de 12 ° ~ 18 ° cuando es> 3 ~ 10 mm, y de 10 ° ~ 15 ° cuando es> 10 ~ 30 mm;
Ángulo del borde del cincel ψ = 45 °;
Ángulo interno del filo de corte γτ = -10 ° ~ -15 °;
Ángulo interior de la hoja τ = 10 ° ~ 15 °;
El ángulo de alivio de la hoja del arco aR = 18 ° ~ 20 °.

Se fabrican cuatro hojas de guía en la broca para aumentar el momento de inercia de la sección de la broca, mejorar la rigidez y, naturalmente, formar dos ranuras de enfriamiento auxiliares. La durabilidad es aproximadamente 3 veces mayor que la de los taladros estándar y la temperatura de corte se reduce en aproximadamente un 20%. Al mismo tiempo, la expansión del agujero se reduce debido a la guía estable. Por ejemplo, la expansión del orificio de una broca de cuatro ranuras de Ф3 mm es de 0,03 ~ 0,04 mm, mientras que la broca estándar es de 0,05 ~ 0,06 mm.
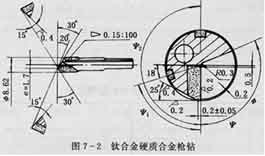
(2) Wählen Sie eine passende Waffe Bohrer: Beim Bohren tiefer Löcher mit einem Seitenverhältnis der Titanlegierung von mehr als 5 und einem Lochdurchmesser von 30 mm oder weniger wird im Allgemeinen ein Hartmetallbohrer verwendet, wie in Abbildung 7-2 dargestellt. Wenn der Lochdurchmesser größer als 30 mm ist, wird ein Hartmetall-BTA-Bohrer oder ein Strahlsaugbohrer verwendet. Verwenden Sie den in Abbildung 7-2 gezeigten Pistolenbohrer, um das Loch von TC4 zu bohren. Die Lochtiefe beträgt 204 mm (Verhältnis Länge zu Durchmesser beträgt ca. 26) und die Oberflächenrauheit Ra beträgt 1,6 μm. Die Produktivität wird um das Vierfache erhöht, die Chips haben die Form von "Plum" oder "C" und das Entfernen von Chips ist normal.
Bei Verwendung einer Hartmetallpistole zum Bohren tiefer Löcher mit einem Verhältnis von Länge zu Durchmesser von mehr als 30. Vibrationsbohren durch Anlegen einer Vibration von weniger als 100 Hz in axialer Richtung kann die Oberflächenrauheit Ra des Werkstücks um 0,3 μm erhöhen und die Produktivität um das Fünffache erhöhen. Die spezifischen Parameter sind Vc = 17 m / min, f = 0,033 min / r, die Amplitude beträgt 0,07 mm, die Frequenz beträgt 35 Hz, die Rundheit des Werkstücks beträgt 4 & mgr; m und die Oberflächenrauheit Ra beträgt 0,33 & mgr; m.
(3) Wählen Sie die richtige Schneidflüssigkeit: Beim Bohren flacher Löcher kann elektrolytische Schneidflüssigkeit verwendet werden. Seine Inhaltsstoffe sind Sebacinsäure 7% -10%, Triethanolamin 7% -10%, Glycerin 7% -10%, Borsäure 7% -10%, Natriumnitrit 3% -5% und der Rest ist Wasser.
Beim Bohren tiefer Löcher sollten keine Schneidflüssigkeiten auf Wasserbasis verwendet werden, da Wasser bei hohen Temperaturen Dampfblasen an der Schneidkante bilden kann, die leicht aufgebaute Kanten erzeugen und das Bohren instabil machen können. Es wird empfohlen, N32-Motoröl und Kerosin zu verwenden, deren Verhältnis 3: 1 oder 3: 2 beträgt, und es kann auch schwefelhaltiges Schneidöl verwendet werden.
(1) Verbesserung der Bohrer: Um die Bedürfnisse von CNC-Bohren von Titanlegierungen, die folgenden Verbesserungsmaßnahmen sollten für Spiralbohrer genommen werden gerecht zu werden:
Erhöhen Sie den oberen Winkel des Bohrers, 2Ф = 135 ° ~ 140 °; Erhöhen Sie den Freiwinkel an der Außenkante des Bohrers um 12 ° ~ 15 °. Erhöhen Sie den Spiralwinkel, p = 35 ° ~ 40 °; Erhöhen Sie die Dicke des Bohrkerns und nehmen Sie (0,22 ~ 0,4) do (do ist der Durchmesser des Bohrers).
Verwenden Sie die Form "S" oder "X", um die Meißelkante des Bohrers zu schärfen, wobei die Meißelkantenlänge b = (0,08 ~ 0,1) beträgt, während Sie sicherstellen, dass die Symmetrie der Meißelkante ≤ 0,06 mm beträgt. Beide Arten von Meißelkanten können eine zweite Schneide bilden, die eine Rolle bei der Spanabtrennung spielt und die Axialkraft beim Bohren verringert.
El más utilizado es rectificar una forma de borde de corte adecuada para perforar aleaciones de titanio en una broca helicoidal. Es decir, taladro de grupo de aleación de titanio, la forma de la parte de corte se muestra en la Figura 7-1. En la figura, los ángulos del filo exterior e interior 2 outer y 2φ ′ son 130 ° ~ 140 ° cuando el diámetro de la broca es> 3 ~ 10 mm, y 125 ° ~ 140 ° cuando es> 10 ~ 30 mm;
El ángulo libre α del borde exterior es de 12 ° ~ 18 ° cuando es> 3 ~ 10 mm, y de 10 ° ~ 15 ° cuando es> 10 ~ 30 mm;
Ángulo del borde del cincel ψ = 45 °;
Ángulo interno del filo de corte γτ = -10 ° ~ -15 °;
Ángulo interior de la hoja τ = 10 ° ~ 15 °;
El ángulo de alivio de la hoja del arco aR = 18 ° ~ 20 °.
Consulte la Tabla 7-8 y la Tabla 7-9 para conocer los parámetros relevantes y las cantidades de perforación de las brocas del grupo de aleación de titanio.
Se fabrican cuatro hojas de guía en la broca para aumentar el momento de inercia de la sección de la broca, mejorar la rigidez y, naturalmente, formar dos ranuras de enfriamiento auxiliares. La durabilidad es aproximadamente 3 veces mayor que la de los taladros estándar y la temperatura de corte se reduce en aproximadamente un 20%. Al mismo tiempo, la expansión del agujero se reduce debido a la guía estable. Por ejemplo, la expansión del orificio de una broca de cuatro ranuras de Ф3 mm es de 0,03 ~ 0,04 mm, mientras que la broca estándar es de 0,05 ~ 0,06 mm.
(2) Wählen Sie eine passende Waffe Bohrer: Beim Bohren tiefer Löcher mit einem Seitenverhältnis der Titanlegierung von mehr als 5 und einem Lochdurchmesser von 30 mm oder weniger wird im Allgemeinen ein Hartmetallbohrer verwendet, wie in Abbildung 7-2 dargestellt. Wenn der Lochdurchmesser größer als 30 mm ist, wird ein Hartmetall-BTA-Bohrer oder ein Strahlsaugbohrer verwendet. Verwenden Sie den in Abbildung 7-2 gezeigten Pistolenbohrer, um das Loch von TC4 zu bohren. Die Lochtiefe beträgt 204 mm (Verhältnis Länge zu Durchmesser beträgt ca. 26) und die Oberflächenrauheit Ra beträgt 1,6 μm. Die Produktivität wird um das Vierfache erhöht, die Chips haben die Form von "Plum" oder "C" und das Entfernen von Chips ist normal.
Bei Verwendung einer Hartmetallpistole zum Bohren tiefer Löcher mit einem Verhältnis von Länge zu Durchmesser von mehr als 30. Vibrationsbohren durch Anlegen einer Vibration von weniger als 100 Hz in axialer Richtung kann die Oberflächenrauheit Ra des Werkstücks um 0,3 μm erhöhen und die Produktivität um das Fünffache erhöhen. Die spezifischen Parameter sind Vc = 17 m / min, f = 0,033 min / r, die Amplitude beträgt 0,07 mm, die Frequenz beträgt 35 Hz, die Rundheit des Werkstücks beträgt 4 & mgr; m und die Oberflächenrauheit Ra beträgt 0,33 & mgr; m.
(3) Wählen Sie die richtige Schneidflüssigkeit: Beim Bohren flacher Löcher kann elektrolytische Schneidflüssigkeit verwendet werden. Seine Inhaltsstoffe sind Sebacinsäure 7% -10%, Triethanolamin 7% -10%, Glycerin 7% -10%, Borsäure 7% -10%, Natriumnitrit 3% -5% und der Rest ist Wasser.
Beim Bohren tiefer Löcher sollten keine Schneidflüssigkeiten auf Wasserbasis verwendet werden, da Wasser bei hohen Temperaturen Dampfblasen an der Schneidkante bilden kann, die leicht aufgebaute Kanten erzeugen und das Bohren instabil machen können. Es wird empfohlen, N32-Motoröl und Kerosin zu verwenden, deren Verhältnis 3: 1 oder 3: 2 beträgt, und es kann auch schwefelhaltiges Schneidöl verwendet werden.




